 Europa
Europa  United Kingdom
United Kingdom  Türkiye
Türkiye  USA & Canada
USA & Canada  APAC
APAC  الشرق الأوسط
الشرق الأوسط  Case Studies
Case Studies  Materials Library
Materials Library  Articles
Articles  E-Books & Guides
E-Books & Guides  Webinars
Webinars  Free Courses
Free Courses  Free Tools
Free Tools Usługi wykończeniowe
Jeśli chcesz, aby części wyprodukowane za pomocą Xometry zostały poddane dalszej obróbce końcowej, możesz wskazać to w silniku natychmiastowej wyceny i wybrać spośród ponad 40 opcji wykańczenia za pomocą zaledwie kilku kliknięć.
Xometry będzie współpracować z Tobą od projektu po produkcję, aż do wykończenia części, aby osiągnąć wymagane wykończenie powierzchni i funkcjonalność.

Wyceń swoje części z wykorzystaniem jednego z ponad 40 wykończeń
w celu poprawy powierzchni oraz właściwości estetycznych i funkcjonalnych części
Wszystkie przesłane pliki są bezpieczne i poufne.
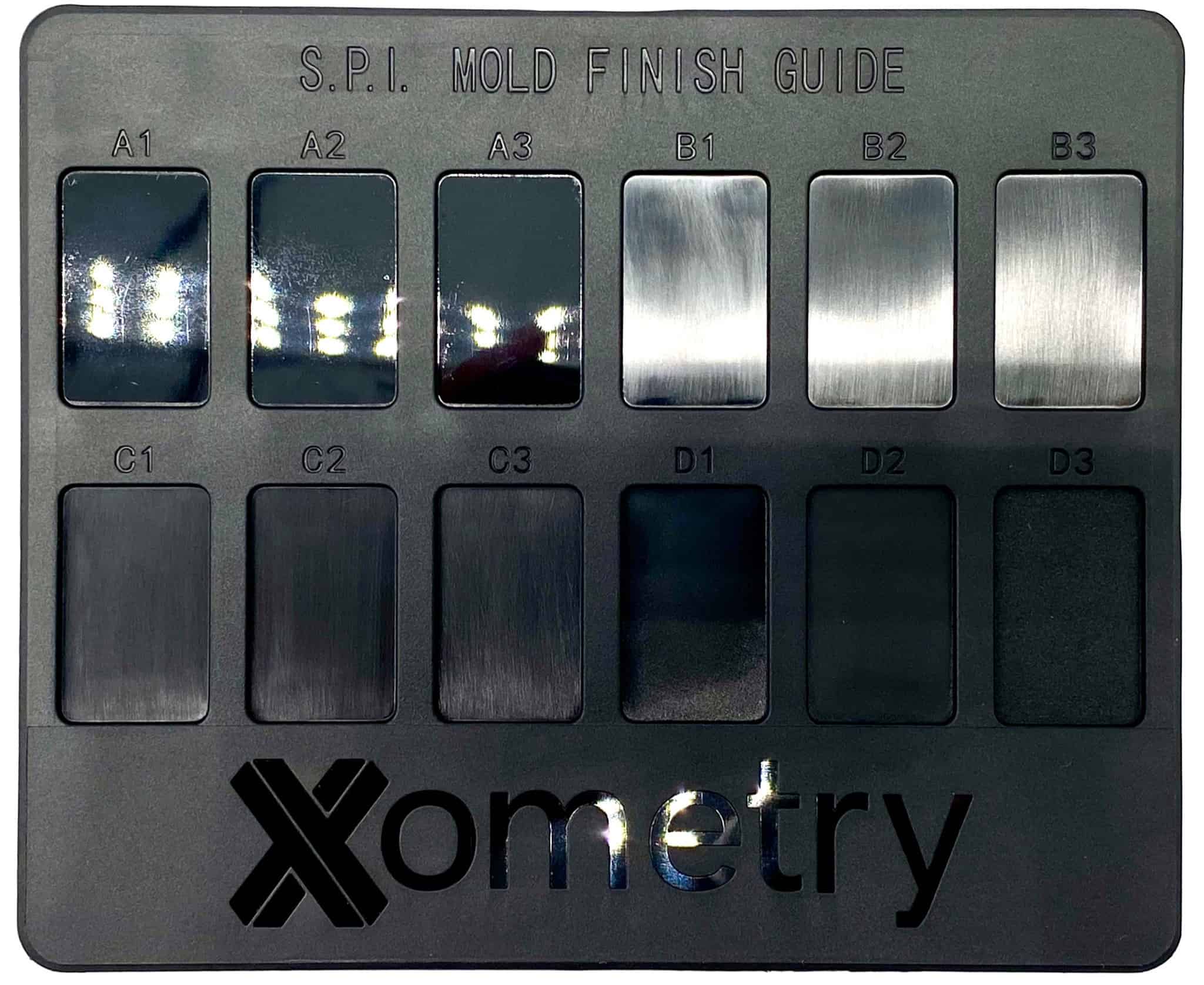
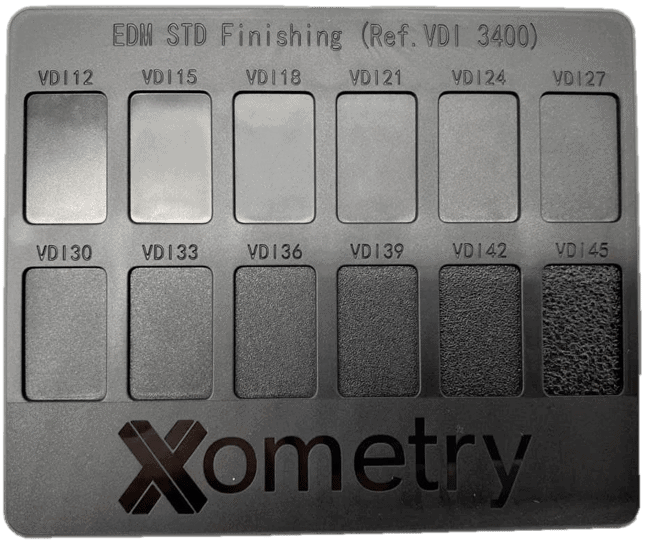
Obróbka powierzchni
-
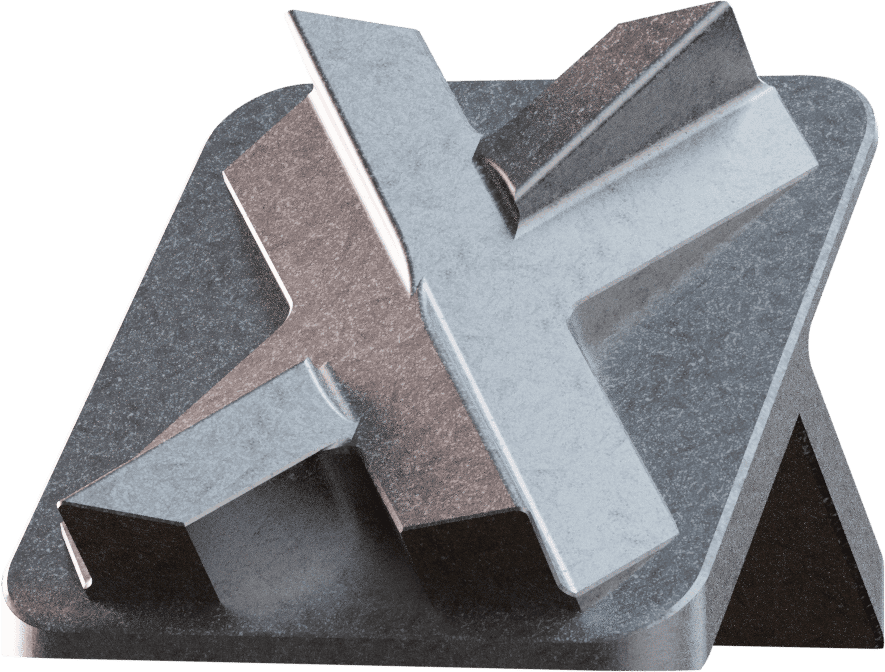
 Bead blasting
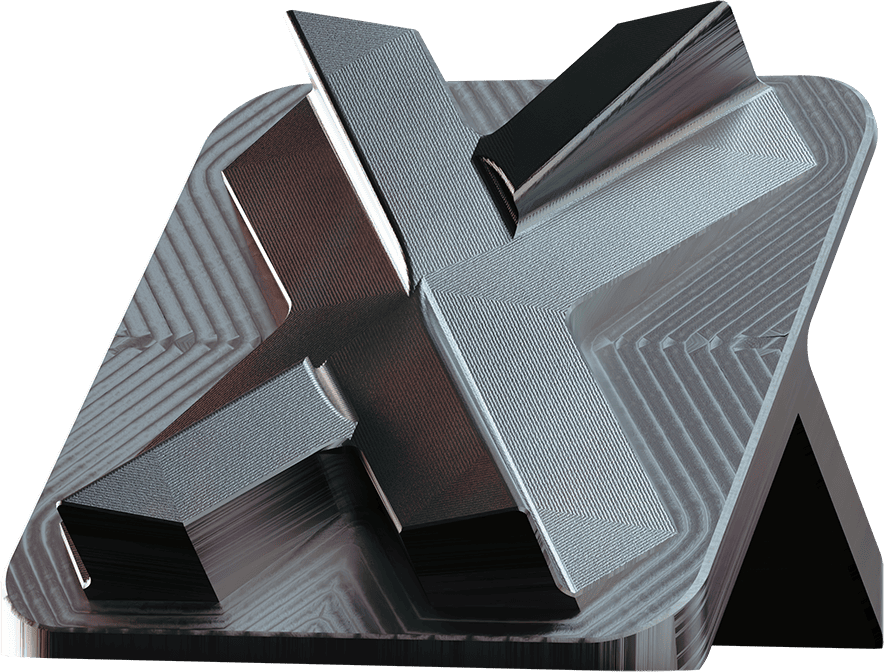
Bead blasting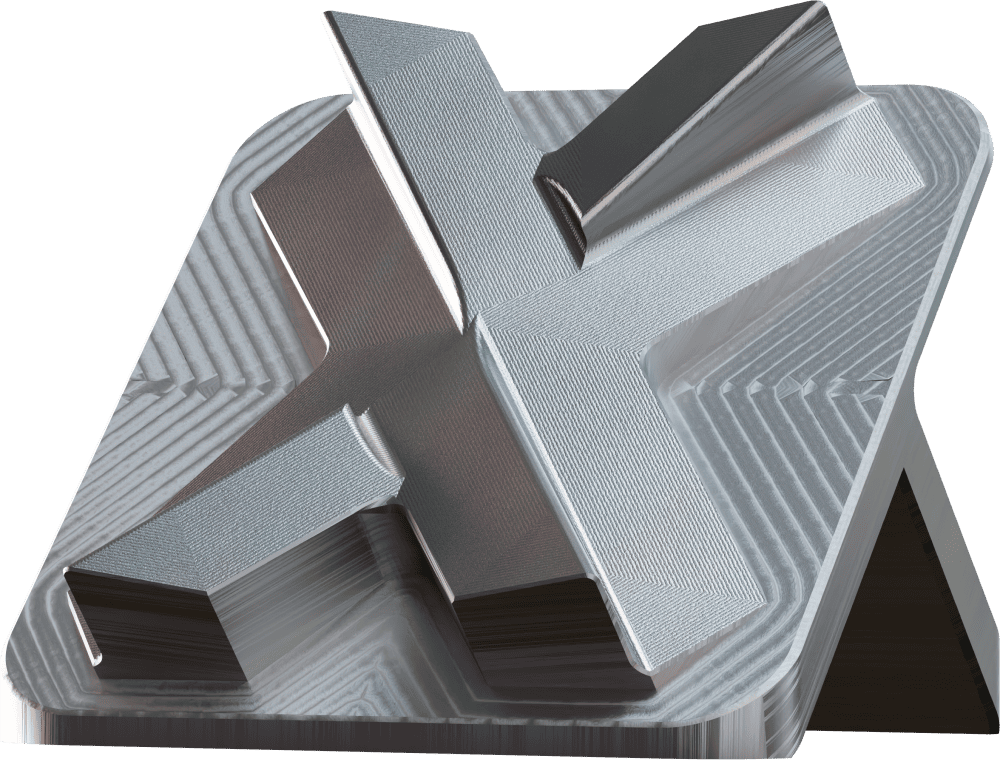 CNC machined part without surface finishes (3D render, aluminium)
CNC machined part without surface finishes (3D render, aluminium) -

-
-

-
-
-

Kleje i powłoki








Anodowanie

Powłoka z metali i metali szlachetnych



Obróbka cieplna

Wyceń swoje części z wykorzystaniem jednego z ponad 40 wykończeń
Prześlij swoje pliki CADWszystkie przesłane pliki są bezpieczne i poufne.