 Europa
Europa  United Kingdom
United Kingdom  Türkiye
Türkiye  USA & Canada
USA & Canada  APAC
APAC  الشرق الأوسط
الشرق الأوسط  Artículos
Artículos  Libros electrónicos y guías
Libros electrónicos y guías  Historias y casos de fabricación
Historias y casos de fabricación  Webinars
Webinars  Cursos
Cursos  Herramientas
Herramientas Servicios de acabado
Si necesita que sus piezas producidas con Xometry reciban un tratamiento final, puede solicitarlo directamente a través de nuestra Plataforma de Presupuestos Instantáneos y elegir entre más de 50 opciones de acabado en unos pocos clics.
Xometry le acompaña en todo el proceso: desde la validación del diseño hasta la producción y el postprocesado de sus piezas, garantizando que sus componentes alcancen la estética y funcionalidad exactas que su proyecto demanda.

Presupueste sus piezas con más de 50 acabados disponibles
para mejorar la superficie y las propiedades estéticas y funcionales de sus piezas
Toda la información subida se mantiene segura y confidencial.
Tratamientos superficiales
-
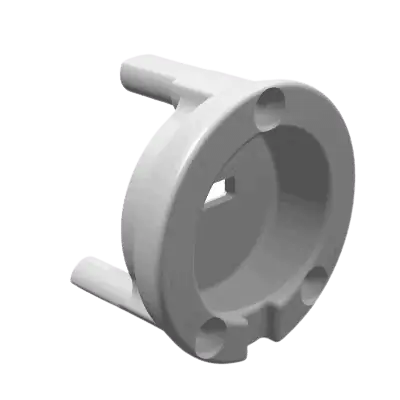
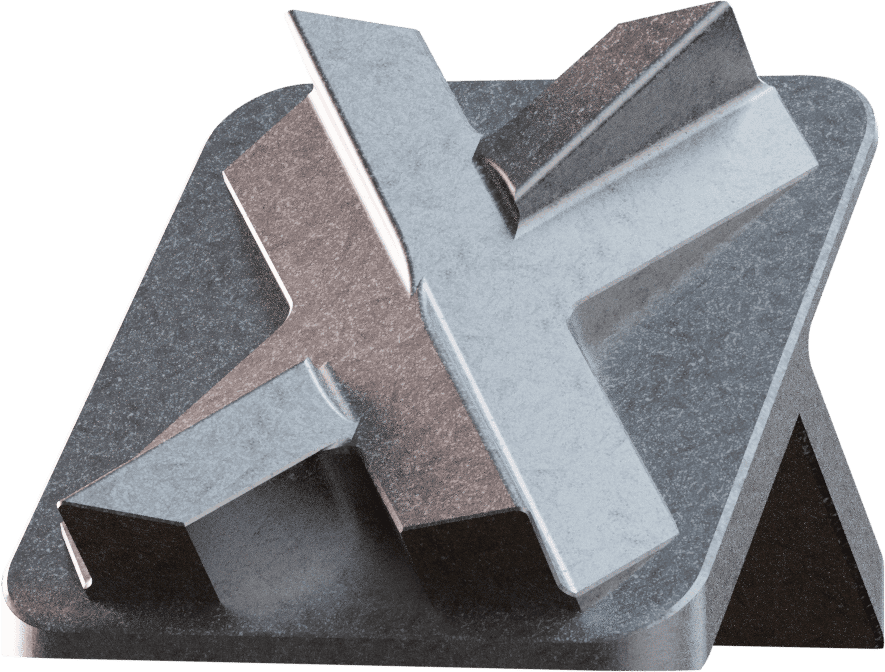
 Bead blasting
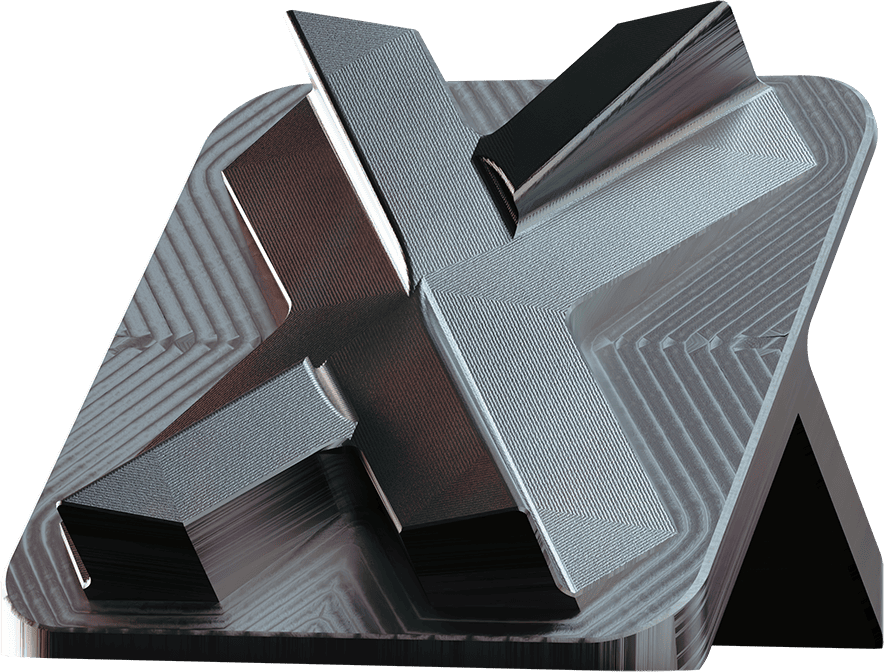
Bead blasting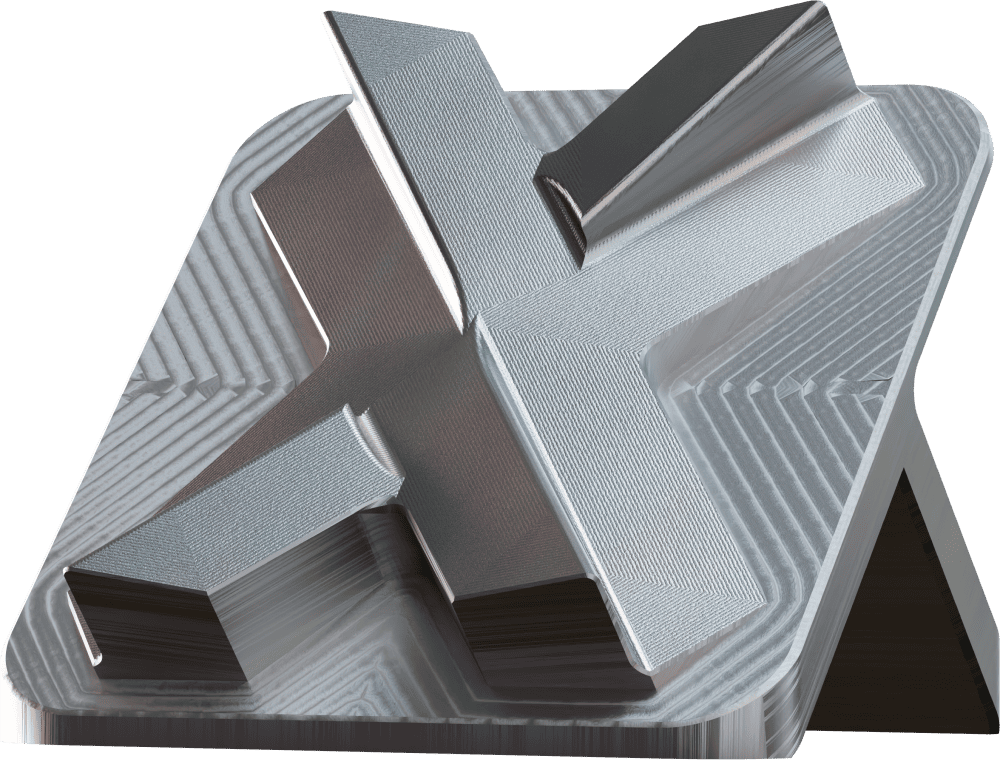 CNC machined part without surface finishes (3D render, aluminium)
CNC machined part without surface finishes (3D render, aluminium) -

-
-

-
-
-

Adhesivos y recubrimientos








Anodizado

Metalizado de metales preciosos



Tratamientos térmicos

Presupueste sus piezas y elija entre más de 50 acabados
Cargue sus archivos CAD o actualice su presupuestoToda la información subida se mantiene segura y confidencial
Conocimiento y comunidad para ingenieros y diseñadores de producto
Recursos de postprocesamiento
Acabados superficiales para impresión 3D
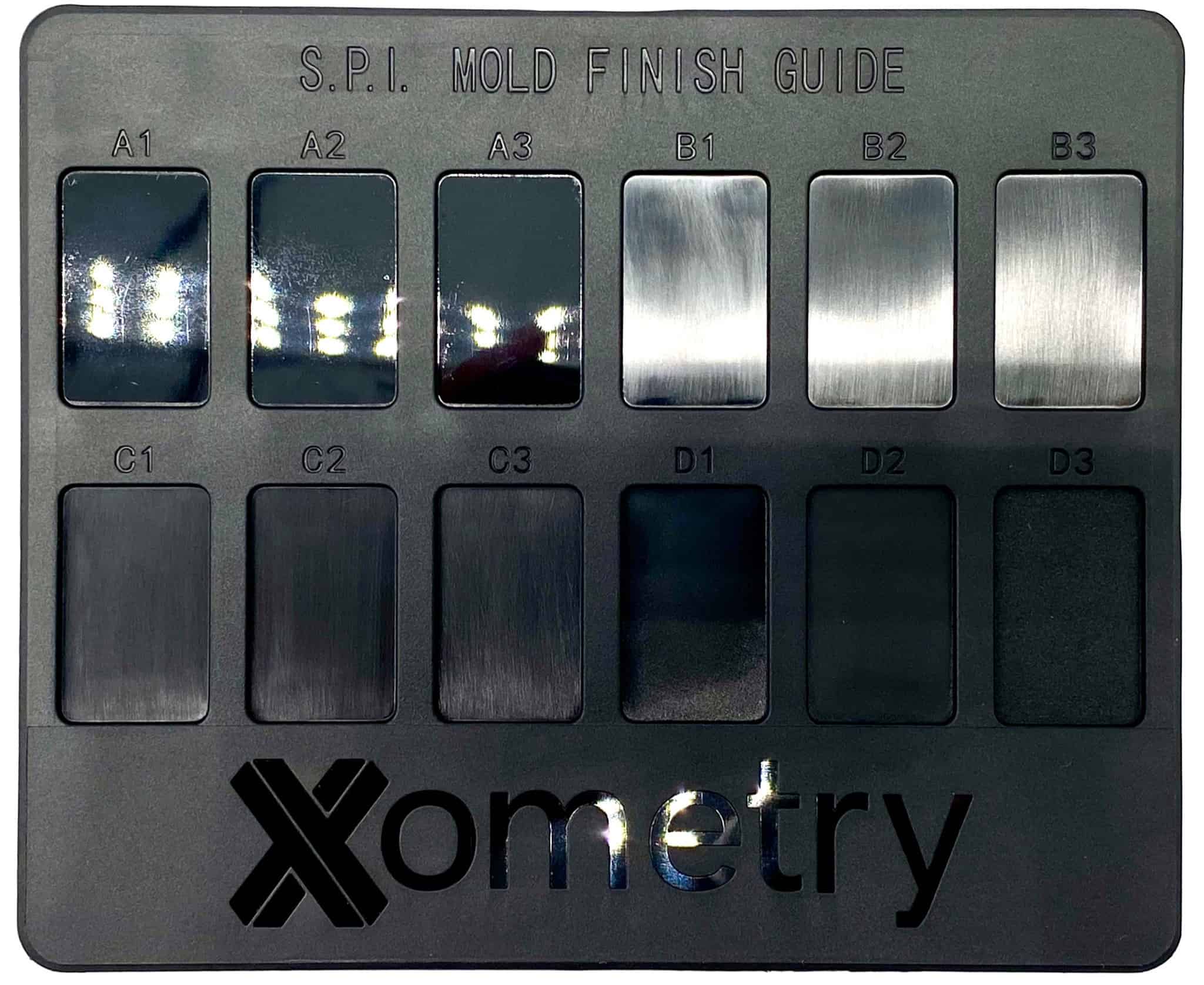
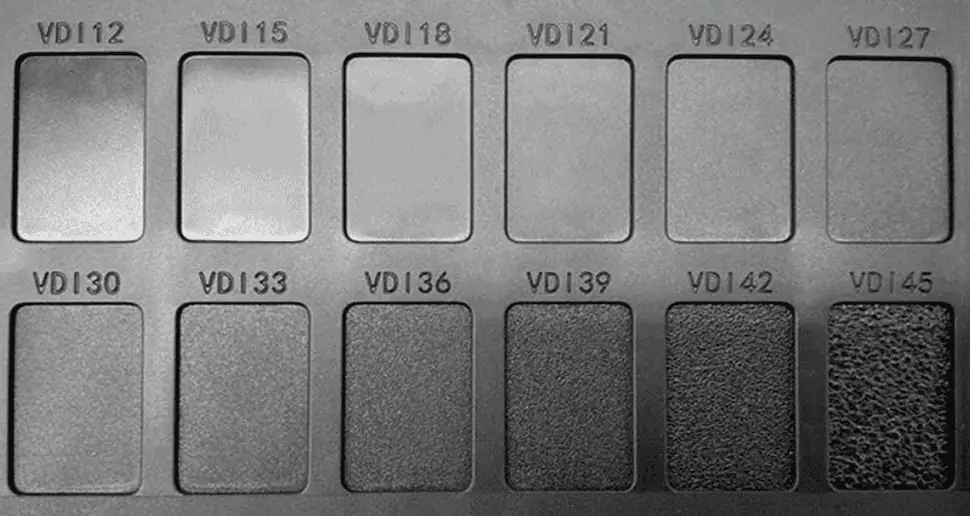
Acabados superficiales de moldeo por inyección: SPI y VDI
Acabados superficiales para el mecanizado CNC
Acabados de chapa: opciones de recubrimiento y pulido
Alisado por vapor para la impresión 3D
Anodizado del aluminio: Una opción de acabado eficaz
Recubrimiento en polvo frente al anodizado del aluminio
Todo lo que debe saber sobre el anodizado negro