 Europa
Europa  United Kingdom
United Kingdom  Türkiye
Türkiye  USA & Canada
USA & Canada  APAC
APAC  الشرق الأوسط
الشرق الأوسط  Libreria di Materiali
Libreria di Materiali  Articoli
Articoli  E-book & Guide
E-book & Guide  Storie & casi di produzione
Storie & casi di produzione  Corsi
Corsi  Strumenti
Strumenti Servizi di finitura
Se volete che i vostri pezzi prodotti con Xometry vengano ulteriormente trattati, potete indicarlo nel Motore di Quotazione istantanea e scegliere tra oltre 50 opzioni di finitura in pochi clic.
Xometry lavorerà con voi dalla progettazione alla produzione, fino al trattamenti dei vostri pezzi per ottenere la finitura superficiale e la funzionalità richieste.

Richiedete un preventivo per le vostre parti con una delle oltre 40 finiture disponibili
STEP | STP | SLDPRT | STL | IPT | 3DXML | CATPART | PTC | PRT | SAT
per migliorare la superficie e le proprietà estetiche e funzionali dei vostri pezzi
Tutti gli upload sono sicuri e riservati.
Finiture superficiali
-
 Sabbiato
Sabbiato Come lavorati
Come lavorati -

-
-

-
-
-

Adesivi e rivestimenti








Anodizzazione

Placcatura di metalli e metalli preziosi



Trattamenti termici

Richiedete un preventivo per le vostre parti con una delle oltre 50 finiture disponibili
Carica il file CADTutti gli upload sono sicuri e riservati.
Risorse & Community per Ingegneri & Product Designer
Risorse per la post-elaborazione
Finiture superficiali per la stampa 3D
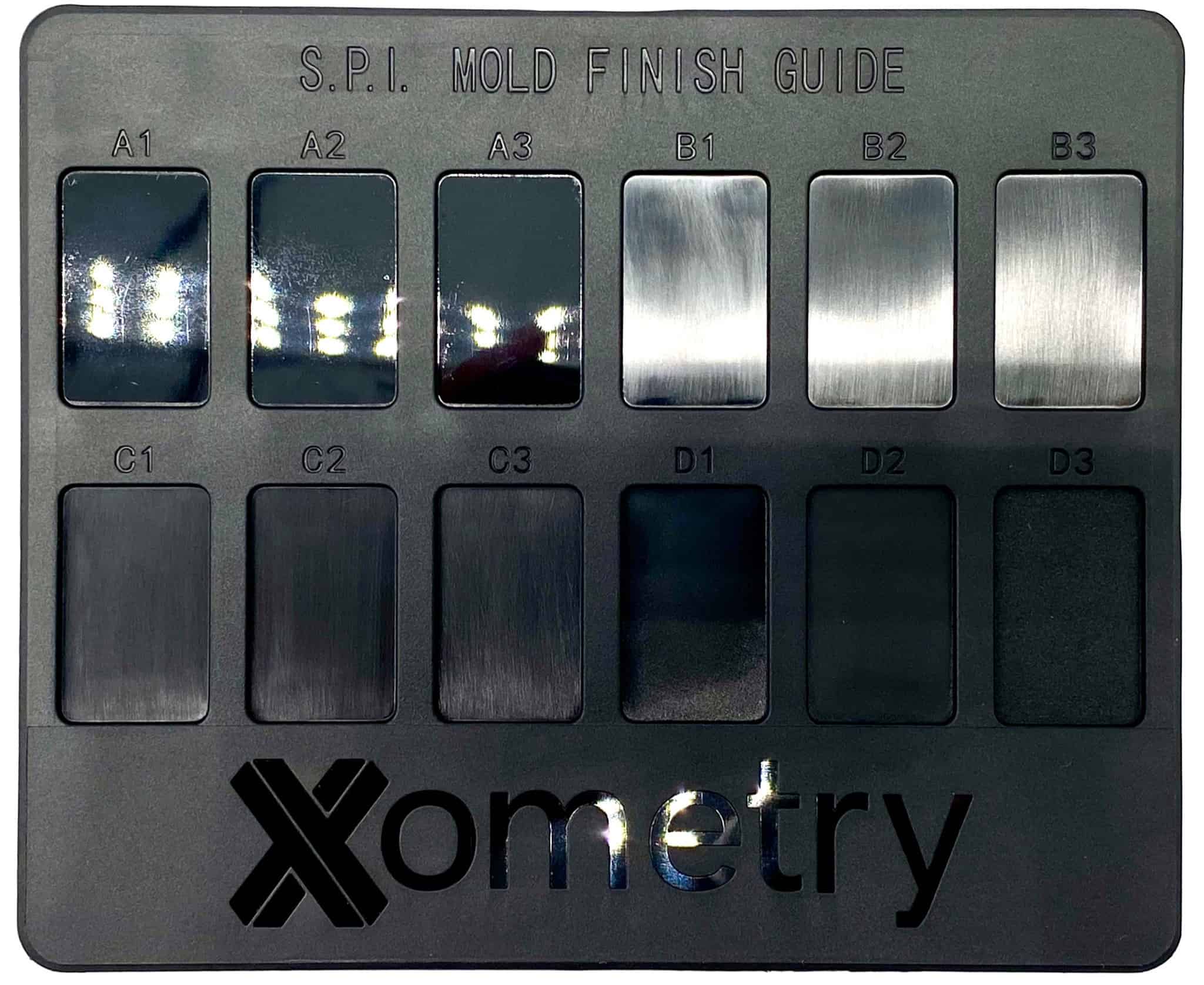
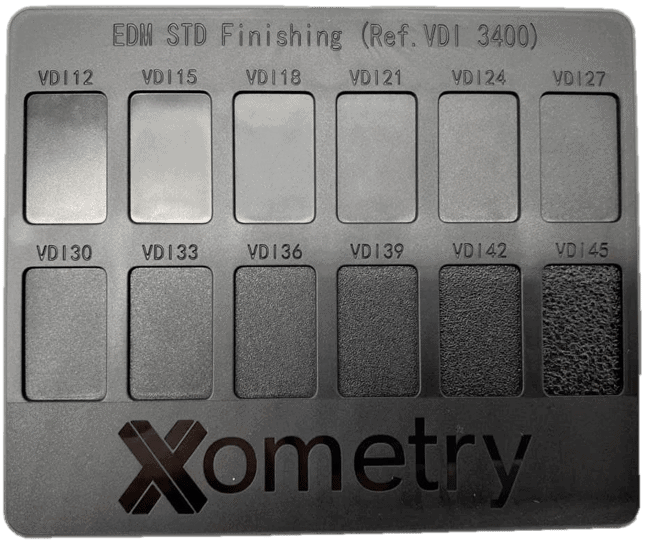
Finiture superficiali per lo stampaggio ad iniezione: SPI e VDI
Finiture superficiali per la lavorazione CNC
Finiture per la lamiera: opzioni di placcatura e lucidatura
Levigatura a vapore per la stampa 3D
Alluminio anodizzato: un’opzione efficace di finitura
Rivestimento a polvere vs. Anodizzazione sull’alluminio
Tutto ciò che è necessario sapere sull’anodizzazione nera