 Europa
Europa  United Kingdom
United Kingdom  Türkiye
Türkiye  USA & Canada
USA & Canada  APAC
APAC  الشرق الأوسط
الشرق الأوسط  Case Studies
Case Studies  Materials Library
Materials Library  Articles
Articles  E-Books & Guides
E-Books & Guides  Webinars
Webinars  Free Courses
Free Courses  Free Tools
Free Tools Niniejszy artykuł obejmuje 10 podstawowych wskazówek dotyczących projektowania obróbki CNC.

1. Unikaj zbyt cienkich ścian
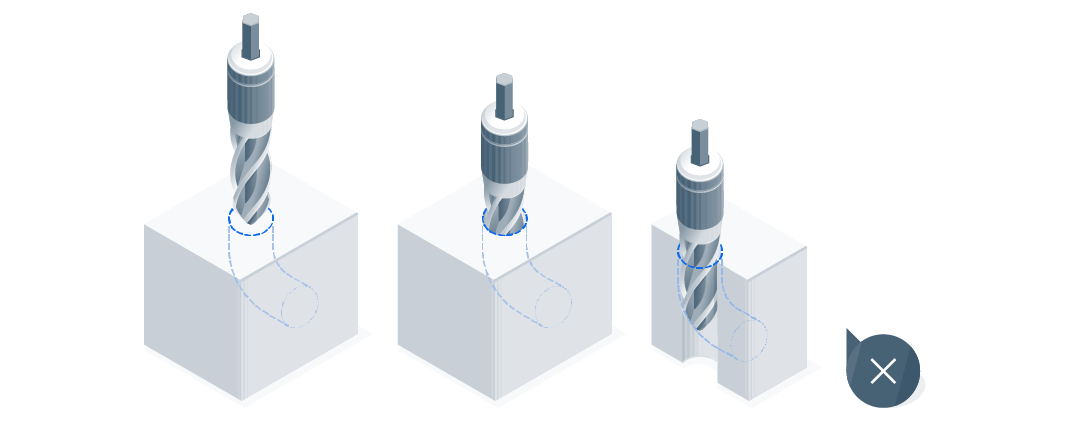
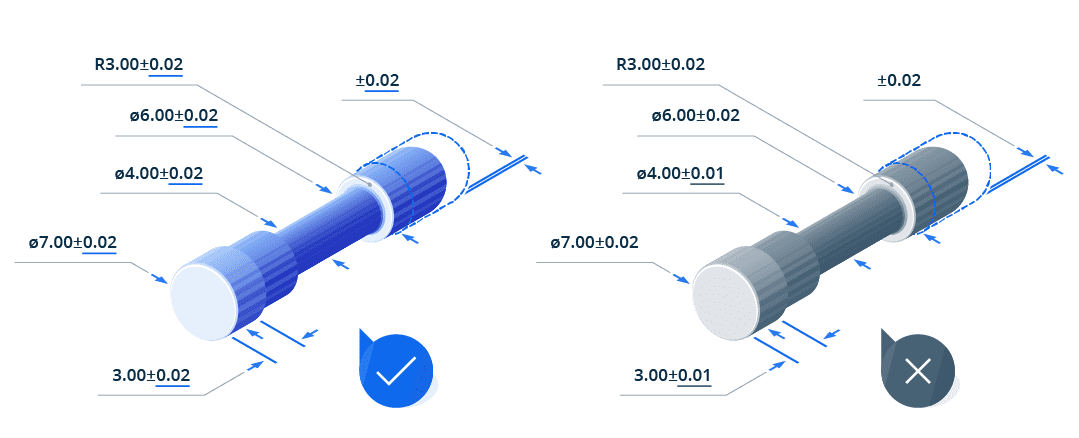
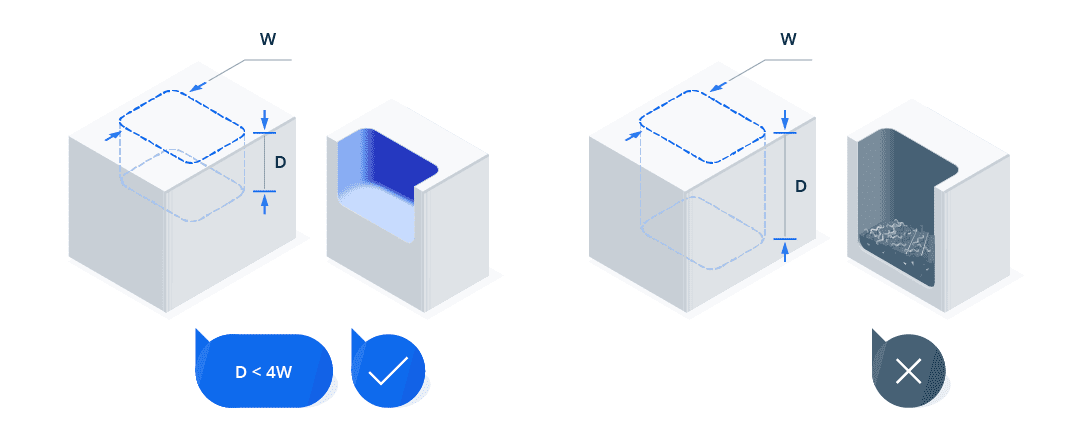
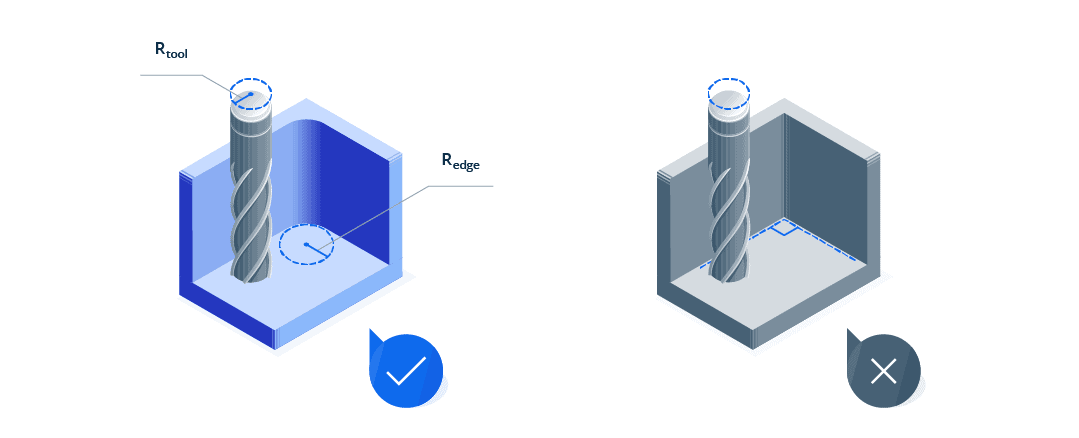
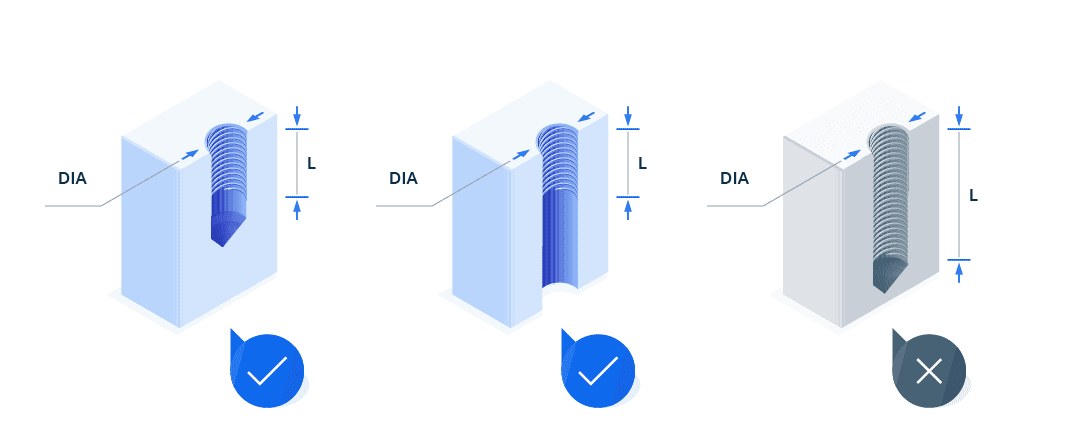
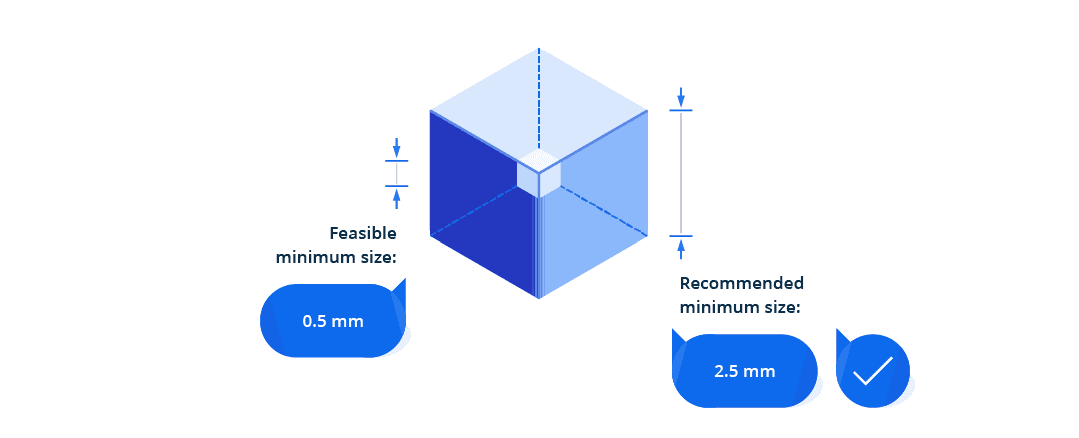
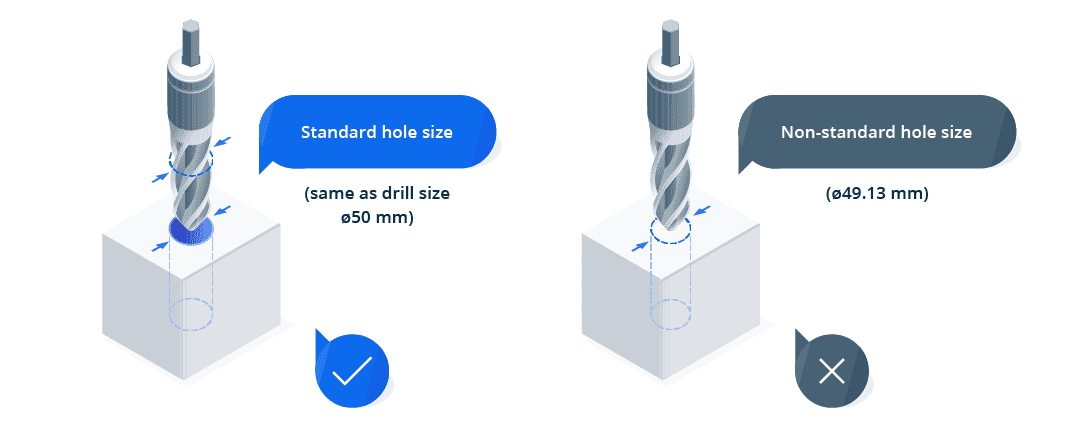
Zmniejszenie grubości ścianki wpływa na sztywność materiału oraz zmniejsza osiągalną dokładność w wyniku nieuniknionych drgań podczas obróbki. Standardowa minimalna grubość ścianki to 0,794 mm dla metali i 1,5 mm dla tworzyw sztucznych. Jeśli potrzebujesz cieńszych ścian, możesz zastosować inne odpowiednie i opłacalne procesy produkcyjne, takie jak Przykładem cechy części obrabianych przy pomocy CNC, której frezarki, tokarki lub wiertarki CNC nie mogą wytworzyć, są „zakrzywione otwory”. Jeśli potrzebujesz tej funkcji lub innych elementów, których nie można obrobić w przypadku Twojego projektu, możesz zamiast tego użyć obróbki elektroerozyjnej (EDM). Jeśli nie określisz tolerancji w swoim projekcie, maszyna po prostu użyje swojej standardowej tolerancji. Pomaga to zaoszczędzić czas i pieniądze. Wąskie tolerancje należy określać tylko wtedy, gdy jest to absolutnie konieczne. Jeśli określisz wąskie tolerancje, warto zachować spójność w całym projekcie. Pomaga to skrócić czas obróbki. Niektórych cech estetycznych nie można skutecznie obrabiać. Jako projektant warto zadać sobie pytanie: „Jaki proces obróbki CNC wymagałby tej funkcji?” lub „Czy jest to proces obróbki 5-osiowej czy 3-osiowej?” Możesz ulepszyć swój projekt, skupiając się na dokładności wymaganych funkcji, a nie samej estetyce. Do zmiany estetyki najlepiej wykorzystać procesy obróbki końcowej. Wnęki, które są zbyt głębokie, mogą powodować zawieszanie się narzędzia, jego wyginanie, problemy z odprowadzaniem wiórów i pękanie narzędzia. Głębokość ubytków nie powinna przekraczać 3-4-krotności ich szerokości. Jeśli wymagane są większe głębokości, należy rozważyć zaprojektowanie części ze zmienną głębokością otworu. Za głębokie wnęki uważa się zagłębienia większe niż sześciokrotność ich szerokości. Większość narzędzi skrawających ma kształt cylindryczny i nie może obrabiać ostrych krawędzi wewnętrznych, co oznacza, że ważne jest dodanie promienia do krawędzi wewnętrznych w projekcie. Aby uniknąć niepotrzebnego zużycia narzędzia, warto dodać promień o wielkości 130% promienia narzędzia frezującego. Jeśli potrzebujesz ostrych narożników wewnętrznych, rozważ dodanie podcięć zamiast zmniejszania promienia krawędzi. Niepotrzebnie długie gwinty zwiększają koszty obróbki. Wytrzymałość połączenia nie wzrasta, gdy długość gwintu przekracza średnicę o wartość większą niż 1,5 raza. Większość maszyn CNC ma minimalną średnicę narzędzia 2,5 mm, co oznacza, że każdy element mniejszy niż 2,5 mm byłby trudny do obróbki i wymagałby specjalnych narzędzi, co zwiększa koszty i czas obróbki. Otwory są obrabiane szybko i dokładnie przy użyciu standardowych wierteł. Oznacza to, że nie będziesz potrzebować frezów palcowych ani rozwiertaków, aby wykończyć otwór o niestandardowym wymiarze. Zwykle w przypadku otworów o średnicy do 10 mm stosuje się przyrosty co 0,1 mm, a w przypadku większych otworów co 0,5 mm. Należy również ograniczyć głębokość otworów do czterokrotności ich średnicy. Możliwe jest wykonanie głębszych otworów (do 10-krotności średnicy), ale zwiększy to koszty. Każdy wymagany tekst może być namalowany lub wygrawerowany laserowo na powierzchni obrabianej części podczas procesu wykańczania. Jeśli wymagany jest tekst maszynowy, należy przestrzegać następujących zasad: W Xometry Europe oferujemy usługi online w zakresie frezowania CNC i toczenia CNC, a także precyzyjne, szybkie i wysokiej jakości części z aluminium, stali nierdzewnej, stali, stopów miedzi i wielu innych materiałów, które są obrabiane przy pomocy technologii CNC. W przypadku jakichkolwiek pytań dotyczących projektowania obróbki CNC można również zapoznać się z naszym przewodnikiem na temat projektowania obróbki CNC. Na życzenie wykonujemy również procesy wykańczania powierzchni. Aby otrzymać natychmiastową wycenę, prześlij swoje modele na naszą platformę do natychmiastowej wyceny.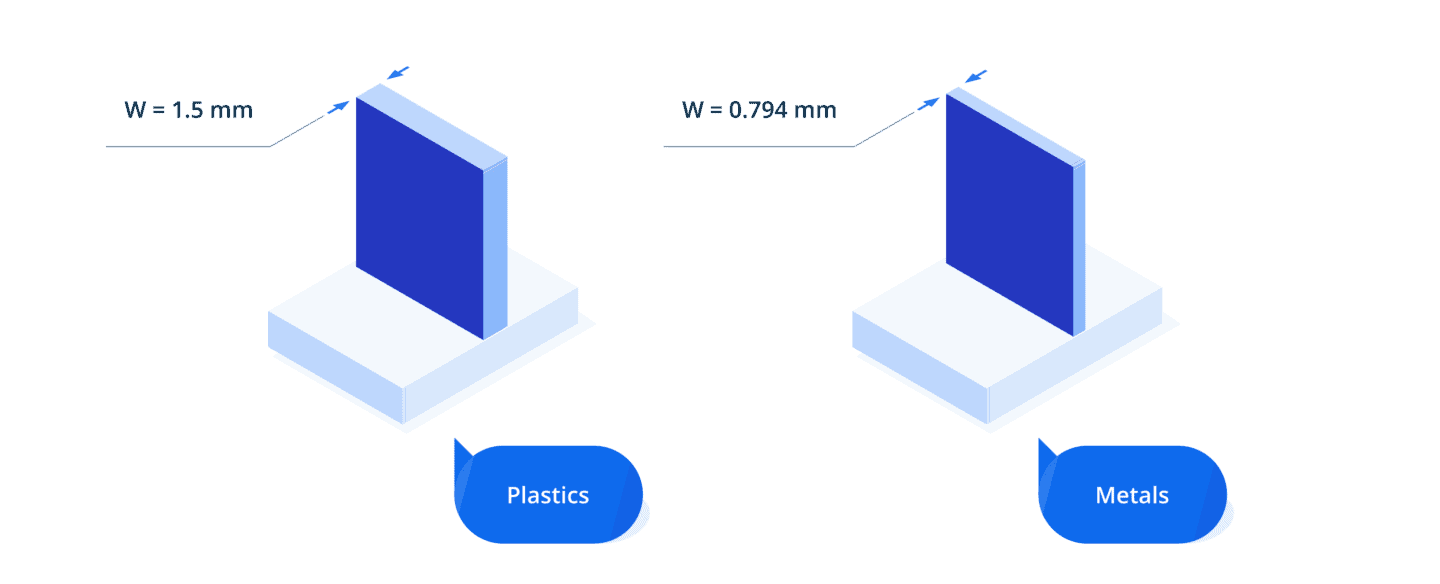
2. Unikaj projektowania elementów, których nie można obrabiać przy pomocy CNC
3. Unikaj nadmiernego stosowania wąskich tolerancji
4. Unikaj zbędnych elementów estetycznych
5. Zaprojektuj otwory z dokładnym stosunkiem głębokości do szerokości
6. Podczas projektowania wewnętrznych krawędzi pionowych dodaj promień
7. Ogranicz długość gwintu
8. Unikaj wyjątkowo małych elementów
9. Zaprojektuj otwory o standardowych rozmiarach
10. Unikaj zbędnego tekstu i liter
Usługi obróbki CNC w Xometry