 Europa
Europa  United Kingdom
United Kingdom  Türkiye
Türkiye  USA & Canada
USA & Canada  APAC
APAC  الشرق الأوسط
الشرق الأوسط  Case Studies
Case Studies  Materials Library
Materials Library  Articles
Articles  E-Books & Guides
E-Books & Guides  Webinars
Webinars  Free Courses
Free Courses  Free Tools
Free Tools Dit artikel bevat 10 essentiële tips voor het ontwerpen van CNC-bewerking.

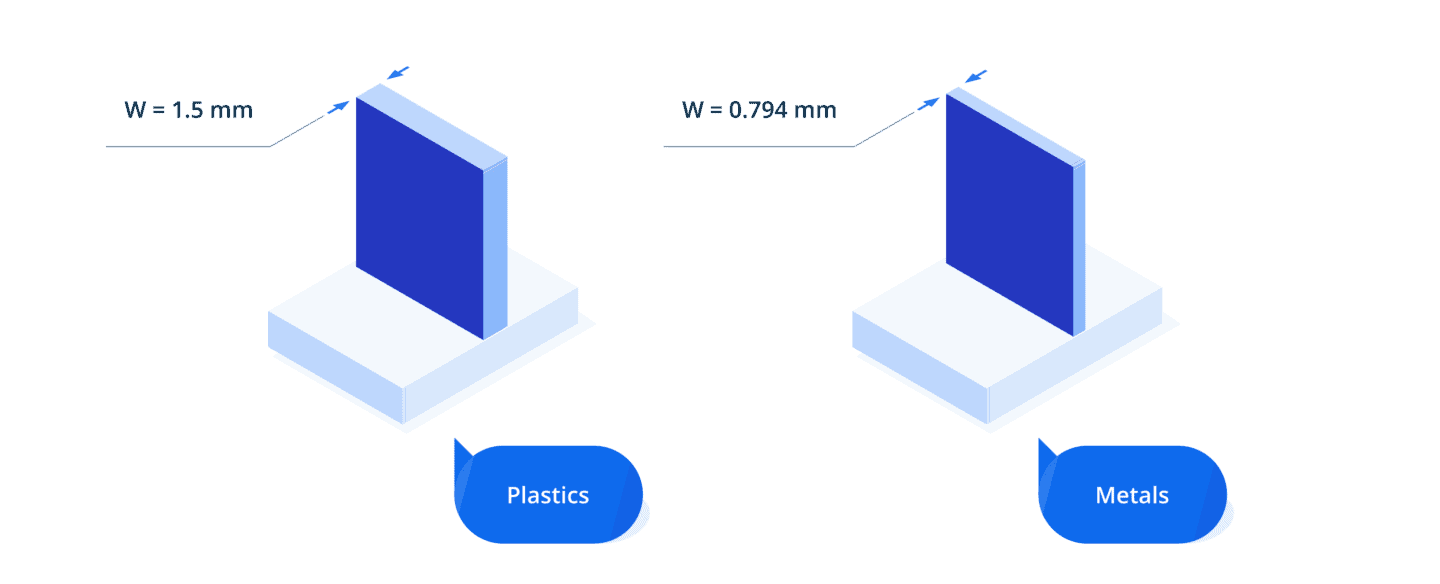
1. Vermijd te dunne wanden
Een kleinere wanddikte beïnvloedt de stijfheid van het materiaal en vermindert de haalbare nauwkeurigheid als gevolg van onvermijdelijke trillingen tijdens het bewerken. De standaard minimale wanddikte is 0,794 mm voor metalen en 1,5 mm voor kunststoffen. Als u dunnere wanden nodig hebt, kunt u andere geschikte en kosteneffectieve fabricageprocessen gebruiken, zoals plaatbewerking.
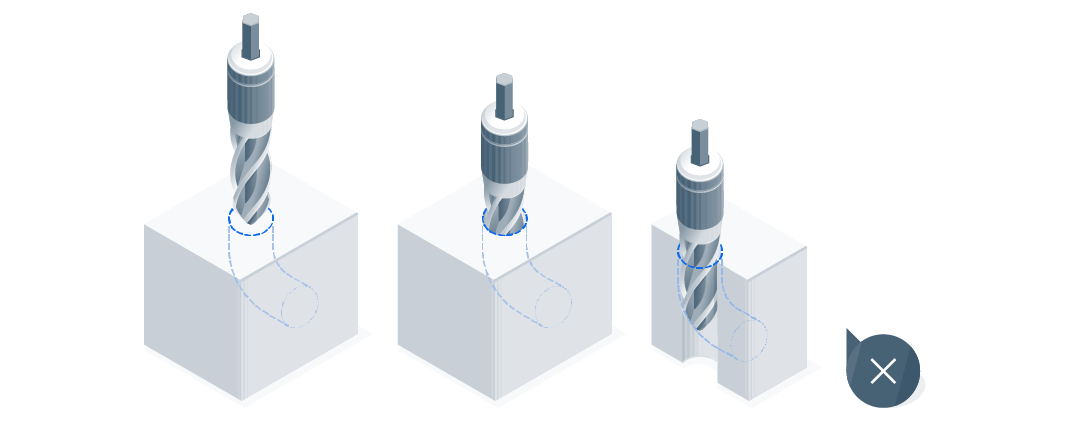
2. Vermijd het ontwerpen van elementen die niet CNC-vervaardigd kunnen worden
Een voorbeeld van een kenmerk in CNC onderdelen die CNC frezen, draaien of boren niet kunnen produceren zijn “gebogen gaten”. Als u dit kenmerk of andere kenmerken nodig hebt die niet machinaal kunnen worden bewerkt voor uw ontwerp, kunt u in plaats daarvan electrical discharge machining (EDM) gebruiken.
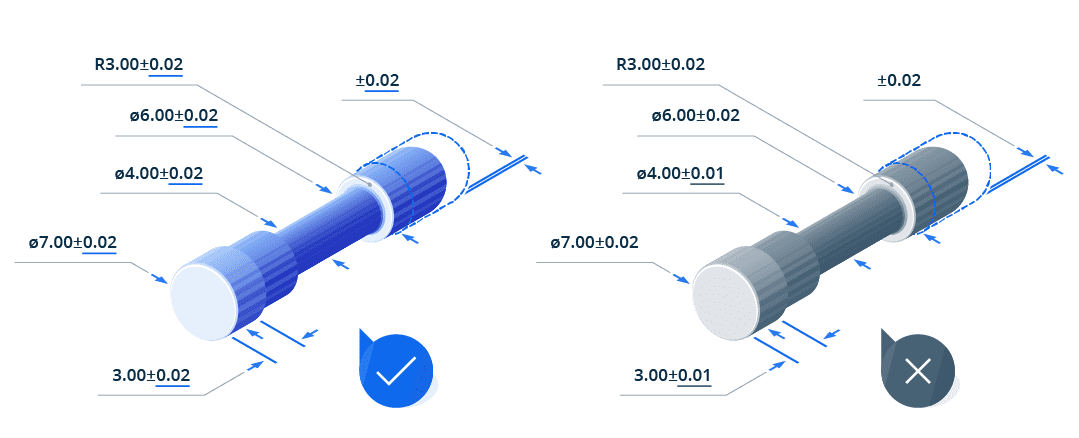
3. Vermijd overmatig gebruik van nauwe toleranties
Als u geen toleranties opgeeft in uw ontwerp, gebruikt de machine gewoon zijn standaardtolerantie. Dit bespaart tijd en geld. U moet alleen nauwe toleranties opgeven als dat absoluut noodzakelijk is. Als u wel nauwe toleranties opgeeft, moet u deze consistent houden in uw ontwerp. Dit helpt de bewerkingstijd te verkorten.
4. Vermijd onnodige artistieke kenmerken
Sommige artistieke kenmerken kunnen niet efficiënt bewerkt worden. Als ontwerper moet u zich afvragen: “Welk CNC-bewerkingsproces zou dit kenmerk vereisen?” of “Is het een 5-assig of een 3-assig bewerkingsproces?”.
U kunt uw ontwerp verbeteren door u te richten op de nauwkeurigheid van de vereiste kenmerken in plaats van op de esthetiek. Het is het beste om nabewerkingsprocessen te gebruiken om de gewenste esthetiek te veranderen.
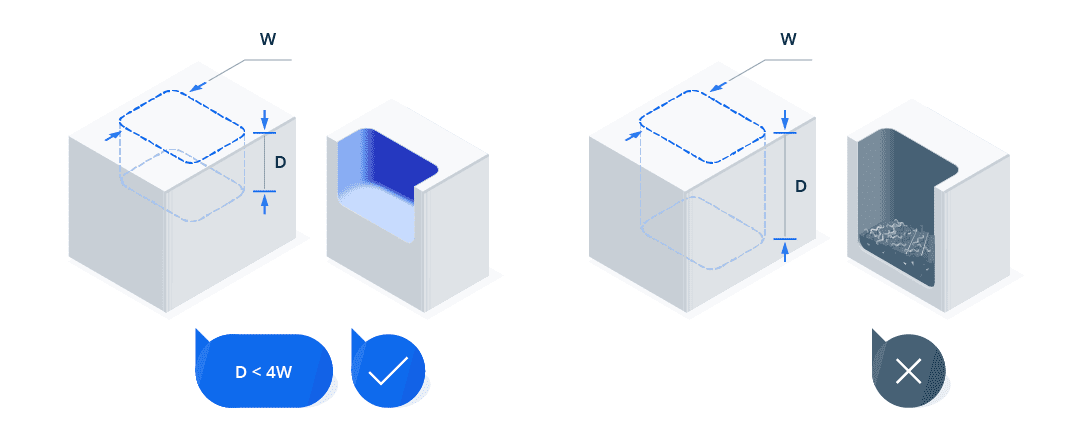
5. Ontwerp holtes met nauwkeurige diepte-breedteverhoudingen
Te diepe holtes kunnen leiden tot gereedschapshangen, doorbuiging van het gereedschap, problemen met spaanafvoer en breuk van het gereedschap. Holtes mogen niet dieper zijn dan 3-4 keer de breedte. Als grotere dieptes nodig zijn, moet u overwegen om uw werkstuk te ontwerpen met een variabele holtediepte. Holtes dieper dan zes keer hun breedte worden als diep beschouwd.
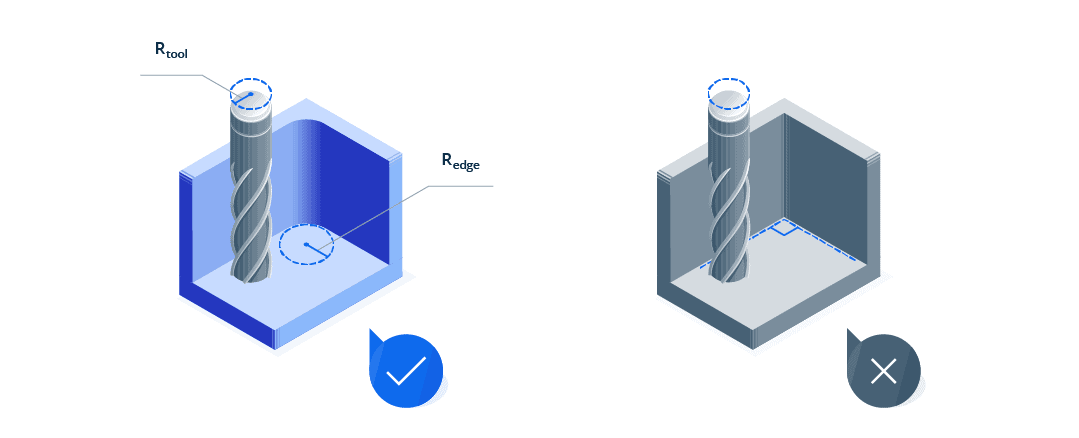
6. Een radius toevoegen bij het ontwerpen van interne verticale randen
De meeste snijgereedschappen zijn cilindrisch en kunnen geen scherpe interne randen bewerken. Daarom is het belangrijk om een radius toe te voegen aan interne randen in uw ontwerp. Om onnodige slijtage van het gereedschap te voorkomen, is een goede vuistregel om een radius van 130% van de freesradius toe te voegen. Als u scherpe interne hoeken nodig heeft, overweeg dan om ondersnijdingen toe te voegen in plaats van de radius van de rand te verkleinen.
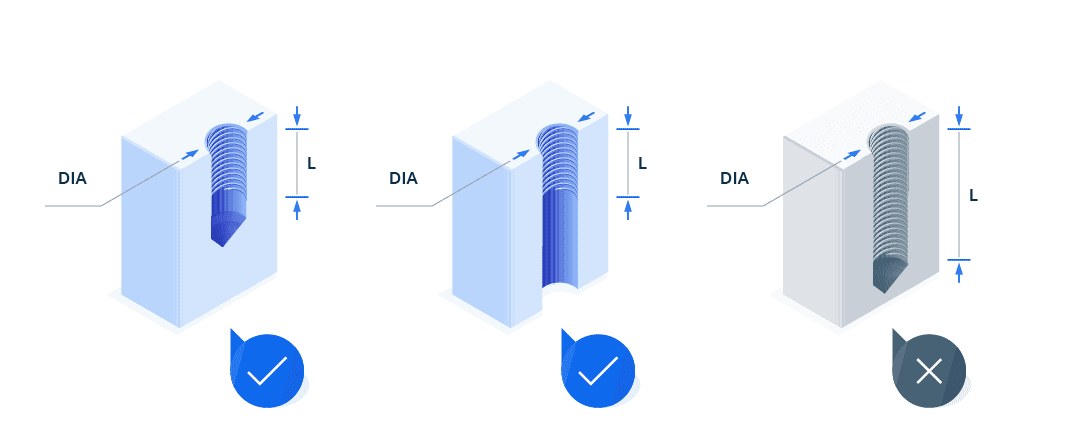
7. Draadlengte beperken
Onnodig lange schroefdraad verhoogt de bewerkingskosten. De sterkte van de verbinding neemt niet toe als de schroefdraadlengte meer dan 1,5 keer groter is dan de diameter.
- Design-schroefdraad mag niet langer zijn dan 2 keer de gatdiameter
- Voeg voor blinde gaten een lengte zonder schroefdraad toe van ten minste de helft van de diameter aan de onderkant van het gat.
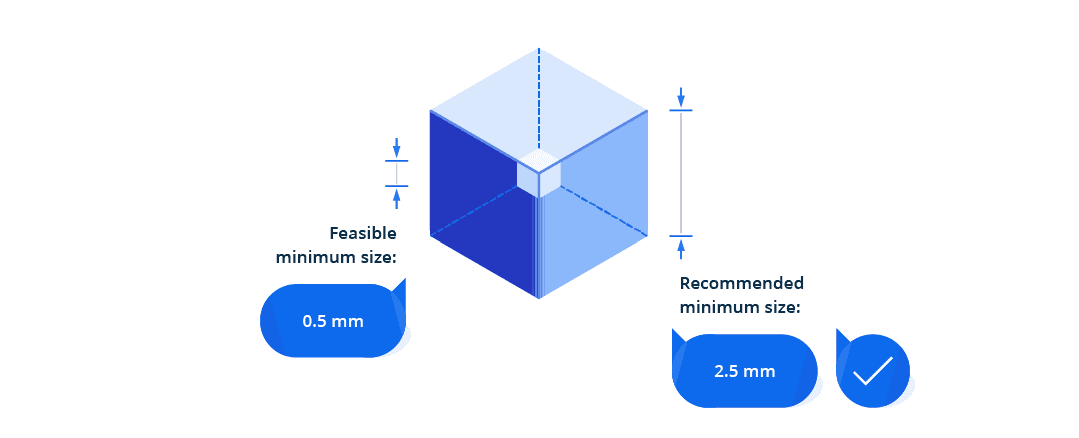
8. Vermijd extreem kleine elementen
De meeste CNC machines hebben een minimale gereedschapdiameter van 2,5 mm, wat betekent dat elke vorm die kleiner is dan 2,5 mm moeilijk te bewerken is en speciaal gereedschap vereist, waardoor de bewerkingskosten en tijd toenemen.
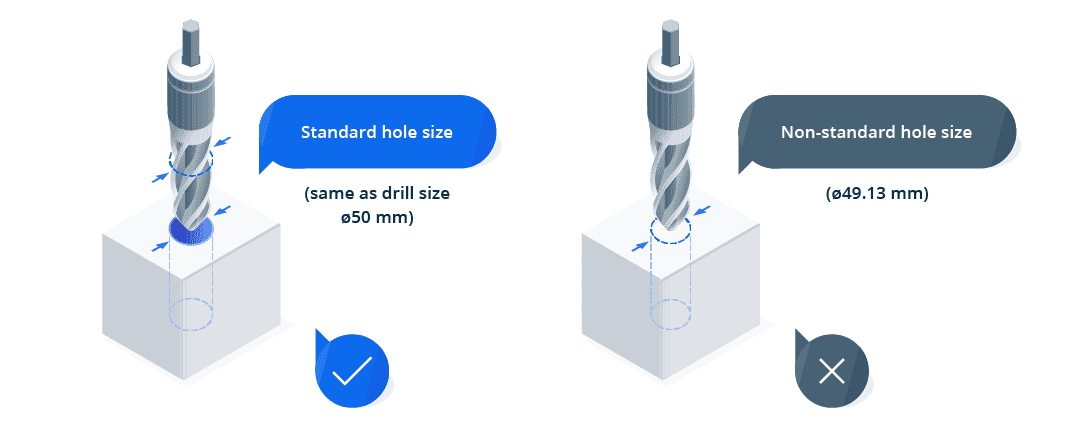
9. Ontwerp gaten met standaardmaten
Gaten worden snel en nauwkeurig gemaakt wanneer standaardboren worden gebruikt. Dit betekent dat er geen frezen of ruimers nodig zijn om het gat op een niet-standaard maat te maken.
Gewoonlijk worden intervallen van 0,1 mm gebruikt voor gaten met een diameter tot 10 mm en intervallen van 0,5 mm voor grotere gaten.
Bovendien moet u de diepte van de gaten beperken tot vier keer hun diameter. Het is mogelijk om diepere gaten te maken (tot 10 keer de diameter), maar dit verhoogt de kosten.
10. Vermijd onnodige tekst en letters
Elke gewenste tekst kan tijdens het afwerkingsproces op het oppervlak van het bewerkte onderdeel worden geschilderd of met een laser worden gegraveerd. Als bewerkte tekst nodig is, moet u de volgende regels in acht nemen:
- Kies voor graveren in plaats van reliëfdruk. Zo wordt er minder materiaal verwijderd.
- Gebruik 20-point Sans Serif lettertypes om de kosten laag te houden. Veel CNC-machines zijn al geprogrammeerd voor deze lettertypes.
CNC-verspaning diensten van Xometry
Bij Xometry Europe bieden we CNC frezen en CNC draaien aan, evenals met hoge precisie, snelheid en kwaliteit CNC bewerkte onderdelen van aluminium, roestvrij staal, staal, koperlegeringen en vele andere. Voor vragen over CNC bewerking ontwerpen kunt u ook onze CNC bewerking ontwerpgids raadplegen.
Op verzoek voeren we ook oppervlakteafwerkingen uit. Om direct een offerte te ontvangen, upload u uw modellen op ons offerteplatform.