Europa
Europa  United Kingdom
United Kingdom  Türkiye
Türkiye  USA & Canada
USA & Canada  APAC
APAC  الشرق الأوسط
الشرق الأوسط  Case Studies
Case Studies  Materials Library
Materials Library  Articles
Articles  E-Books & Guides
E-Books & Guides  Webinars
Webinars  Free Courses
Free Courses  Free Tools
Free Tools Onderdelen van polymeer moeten na het spuitgieten vaak worden afgewerkt voor het eindgebruik. Er zijn verschillende opties voor oppervlakteafwerking beschikbaar voor spuitgieten die de textuur, het uiterlijk, het gevoel en andere oppervlaktekenmerken van de onderdelen beïnvloeden. Niet alleen vanuit het oogpunt van de klant, maar ook vanuit het oogpunt van de ontwerper en de ingenieur is het een belangrijke ontwerp overweging omdat het essentieel is voor het matrijs ontwerp.
Noodzaak voor oppervlakte afwerking
De meeste matrijzen worden bewerkt uit aluminium en/of staal en het product zal zelfs de kleinste onvolkomenheden in de oppervlakken van de matrijs oppikken. De bewerkingssporen die de frezen achterlaten, worden overgedragen op het gietstuk als ze niet verwijderd worden door middel van stralen of polijsten. In veel gevallen, met name aan de binnenkant van een onderdeel dat niet zichtbaar is voor het oog, kunnen de bewerkingssporen achterblijven op de matrijs en maakt dit geen verschil voor de functie of het uiterlijk van het onderdeel.
De oppervlakken die zichtbaar zijn, vereisen echter wel extra afwerking. Bijna alle matrijzen worden tot op zekere hoogte afgewerkt, maar hoe meer er gepolijst moet worden, hoe hoger de kosten van de matrijs en hoe langer het duurt om de matrijs af te maken.

Belangrijkste factoren voor het bepalen van de oppervlakteafwerking
Oppervlakteafwerking bij spuitgieten is anders dan oppervlakteafwerking bij CNC-verspaning of 3D-printen. Bij de laatste twee wordt de afwerking gedaan nadat het onderdeel is gemaakt, als extra stap, terwijl bij de eerste het matrijsoppervlak zelf zo wordt voorbereid (textureren) dat het onderdeel er afgewerkt uitkomt. Als het onderdeel bijvoorbeeld een matte afwerking nodig heeft, wordt de binnenkant van de matrijs zo getextured dat het gevormde onderdeel een matte afwerking krijgt. Dit zijn de factoren die de afwerking bepalen:
Het onderdeel visueel aantrekkelijker maken
Onderdeelontwerpers kunnen om verschillende esthetische redenen voor texturing kiezen. Een gladde of matte textuur op het oppervlak van een onderdeel verbetert niet alleen het uiterlijk, maar verbergt ook onvolkomenheden zoals vloeilijnen, breilijnen, zinkvlekken en schaduwvlekken die het gevolg zijn van spuitgieten. Commercieel gezien zijn onderdelen met een goede oppervlakteafwerking aantrekkelijk voor de klant.
De functionaliteit van het onderdeel verbeteren
Het textureren van het oppervlak verbetert de hechting van verf en stickers. Een onderdeel met een matte textuur houdt de verf bijvoorbeeld langer vast en is zelfs geschikt om een label op te plakken. Het verbetert ook de grip van het onderdeel. Door het matrijsoppervlak textuur te geven, kunnen we ook plastic defecten zoals korte shots en flash voorkomen. Een goed ontworpen matrijs met textuur kan ook helpen om de ingesloten gassen te laten ontsnappen.
Afwerkingscategorieën
Er zijn twee populaire categorieën voor oppervlakteafwerking op de markt:
SPI
De Society of Plastics Industry (SPI) heeft verschillende standaard afwerkingsprocedures ingesteld die resulteren in verschillende oppervlakteafwerkingen van onderdelen. De matrijs kan machinaal textuur gegeven of handmatig gepolijst worden. Ze worden uitgelegd in de onderstaande tabel.

| SPI afwerking | Beschrijving | Toepassingen | Oppervlakte ruwheid (Ra µm) | Geschikte Materialen |
| A-1 | Graad #3, korrel 6000 Diamond Buff | Hoogglanzende onderdelen | 0.012- 0.025 | Acryl |
| A-2 | Graad #6, korrel 3000 Diamond Buff | Hoogglanzende onderdelen | 0.025-0.05 | Acryl, PC |
| A-3 | Graad 15, 1200 korrel Diamond Buff | Hoog laag gepolijste onderdelen | 0.05-0.10 | ABS, Acryl. PS, Nylon, PC |
| B-1 | 600 Korrel | Medium gepolijste onderdelen | 0.05-0.10 | ABS, Acryl, PP. PS, HDPE, Nylon, PC |
| B-2 | 400 Korrel | Medium gepolijste onderdelen | 0.10- 0.15 | ABS, Acryl, PP. PS, HDPE, Nylon, PC |
| B-3 | 320 Korrel | Middelmatig laag gepolijste onderdelen | 0.28-0.32 | ABS, Acryl, PP. PS, HDPE, Nylon |
| C-1 | 600 Steen | Onderdelen met laag polijst-gehalte | 0.35-0.40 | ABS, Acryl, PP. PS, HDPE, Nylon, TPU |
| C-2 | 400 Steen | Onderdelen met laag polijst-gehalte | 0.45-0.55 | ABS, Acryl, PP. PS, HDPE, Nylon, TPU |
| C-3 | 320 Steen | Onderdelen met laag polijst-gehalte | 0.63-0.70 | ABS, Acryl, PP. PS, HDPE, Nylon, TPU |
| D-1 | Glasparel droogstralen | Satijn afwerking | 0.80-1.00 | ABS, PP. PS, HDPE, Nylon, PC, TPU |
| D-2 | Droog Stralen #240 Oxide | Doffe afwerking | 1.00-2.80 | ABS, PP. PS, HDPE, Nylon, TPU |
| D-3 | Droog Stralen #24 Oxide | Doffe afwerking | 3.20-18 | ABS, PP. PS, HDPE, Nylon, TPU |
VDI (STD)
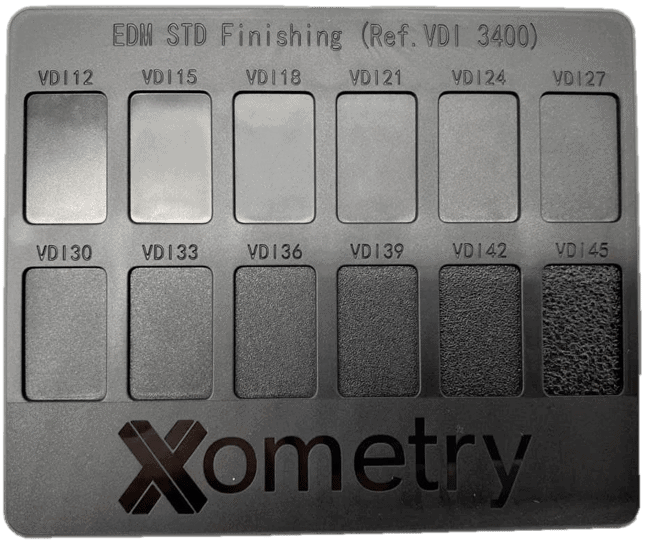
VDI 3400 oppervlakteafwerking (algemeen bekend als VDI surface finish) verwijst naar de standaard voor matrijs textuur die is vastgesteld door de Verein Deutscher Ingenieure (VDI), de vereniging van Duitse ingenieurs. De VDI 3400 oppervlakteafwerking wordt voornamelijk verwerkt door middel van EDM (Electrical Discharge Machining) bij het bewerken van matrijzen. Het kan ook gedaan worden met de traditionele textureer-methode (zoals bij SPI). Hoewel de normen zijn vastgesteld door de Duitse ingenieursvereniging, worden ze algemeen gebruikt door gereedschapsmakers over de hele wereld, inclusief Noord-Amerika, Europa en Azië.
VDI-waarden zijn gebaseerd op de oppervlakte ruwheid. Op de afbeelding zien we verschillende texturen van de oppervlakteafwerking met verschillende waarden van de oppervlakte ruwheid.
| VDI Waarde | Beschrijving | Toepassingen | Oppervlakte ruwheid (Ra µm) |
| 12 | 600 Steen | Onderdelen met laag polijst-gehalte | 0.40 |
| 15 | 400 Steen | Onderdelen met laag polijst-gehalte | 0.56 |
| 18 | Glasparel droogstralen | Satijn afwerking | 0.80 |
| 21 | Droog Stralen # 240 Oxide | Doffe afwerking | 1.12 |
| 24 | Droog Stralen # 240 Oxide | Doffe afwerking | 1.60 |
| 27 | Droog Stralen # 240 Oxide | Doffe afwerking | 2.24 |
| 30 | Droog Stralen # 24 Oxide | Doffe afwerking | 3.15 |
| 33 | Droog Stralen # 24 Oxide | Doffe afwerking | 4.50 |
| 36 | Droog Stralen # 24 Oxide | Doffe afwerking | 6.30 |
| 39 | Droog Stralen # 24 Oxide | Doffe afwerking | 9.00 |
| 42 | Droog Stralen # 24 Oxide | Doffe afwerking | 12.50 |
| 45 | Droog Stralen # 24 Oxide | Doffe afwerking | 18.00 |
Conclusie
Van de twee categorieën oppervlakteafwerkingen voor spuitgieten worden SPI-klassen A en B beschouwd als de gladste met een zeer lage oppervlakteruwheid en ook als duurder. Vanuit het aspect oppervlakteruwheid is VDI 12, de hoogste VDI-kwaliteit, gelijk aan SPI C-kwaliteit.

Xometry biedt zowel SPI als VDI oppervlakteafwerkingen voor spuitgietonderdelen. Onze spuitgietexperts bij Xometry helpen u graag verder met advies over de mogelijke opties. Upload gerust uw ontwerp naar onze offerte-engine en wij bezorgen u binnen 48 uur een offerte.