Articles
Explorez une collection d’articles rédigés par des ingénieurs et professionnels chez Xometry, offrant connaissances et expertise.
-
Usinage CNC (16)

-
Tôlerie (7)
-
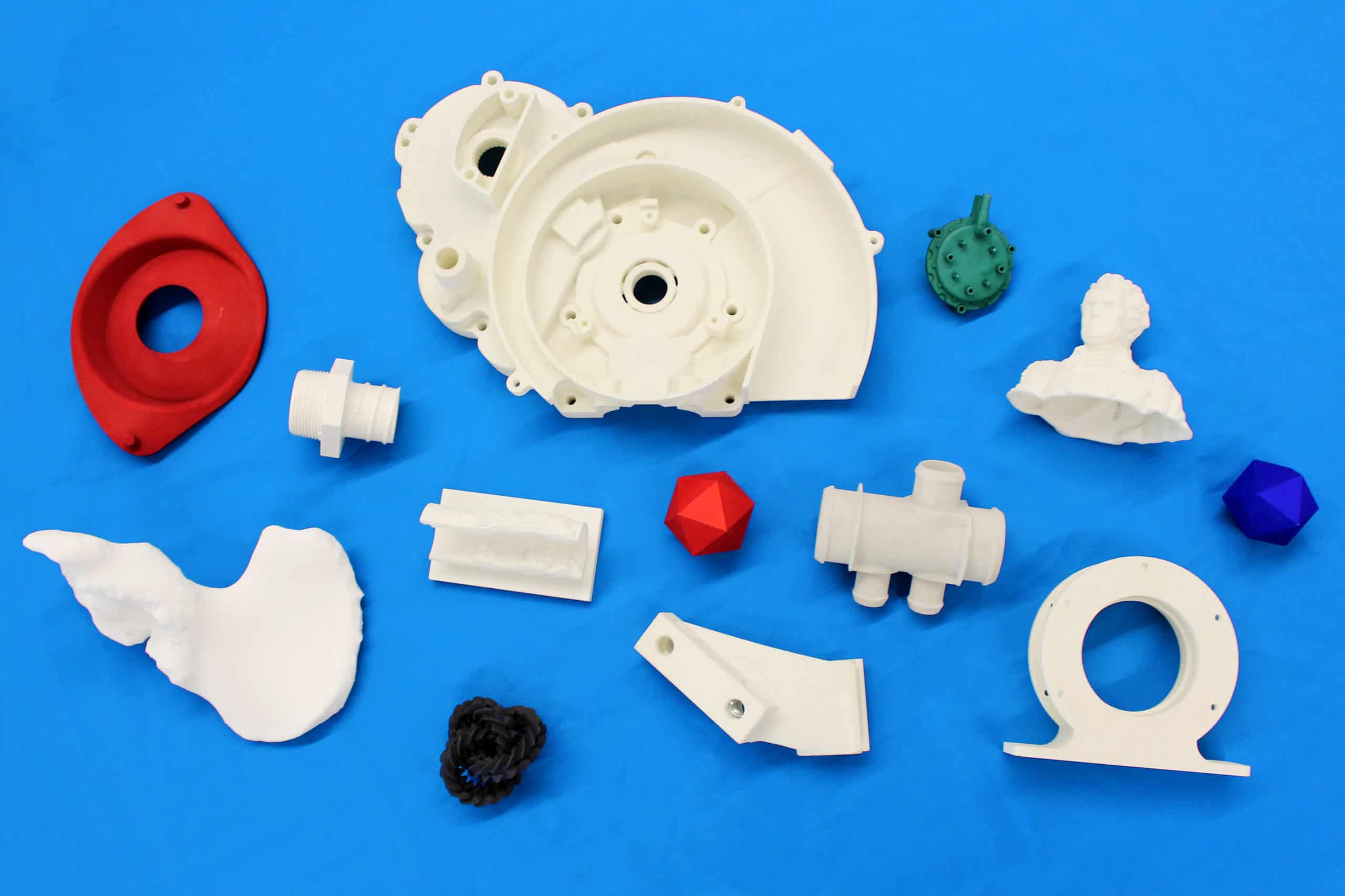
Impression 3D (50)
-
Moulage par injection (9)
-
Moulage sous pression (3)
-
Moulage par compression (3)
-
Coulée sous vide (5)
-
Extrusion plastique (1)
-
Thermoformage (1)
-
Finitions (9)
-
Matériaux (19)
-
Design (16)
-
Industrie manufacturière (5)
-
Effacer tous les tags
-
Usinage CNC (16)
-
Tôlerie (7)
-
Impression 3D (50)
-
Moulage par injection (9)
-
Moulage sous pression (3)
-
Moulage par compression (3)
-
Coulée sous vide (5)
-
Extrusion plastique (1)
-
Thermoformage (1)
-
Finitions (9)
-
Matériaux (19)
-
Design (16)
-
Industrie manufacturière (5)
-
Effacer tous les tags
Usinage CNC
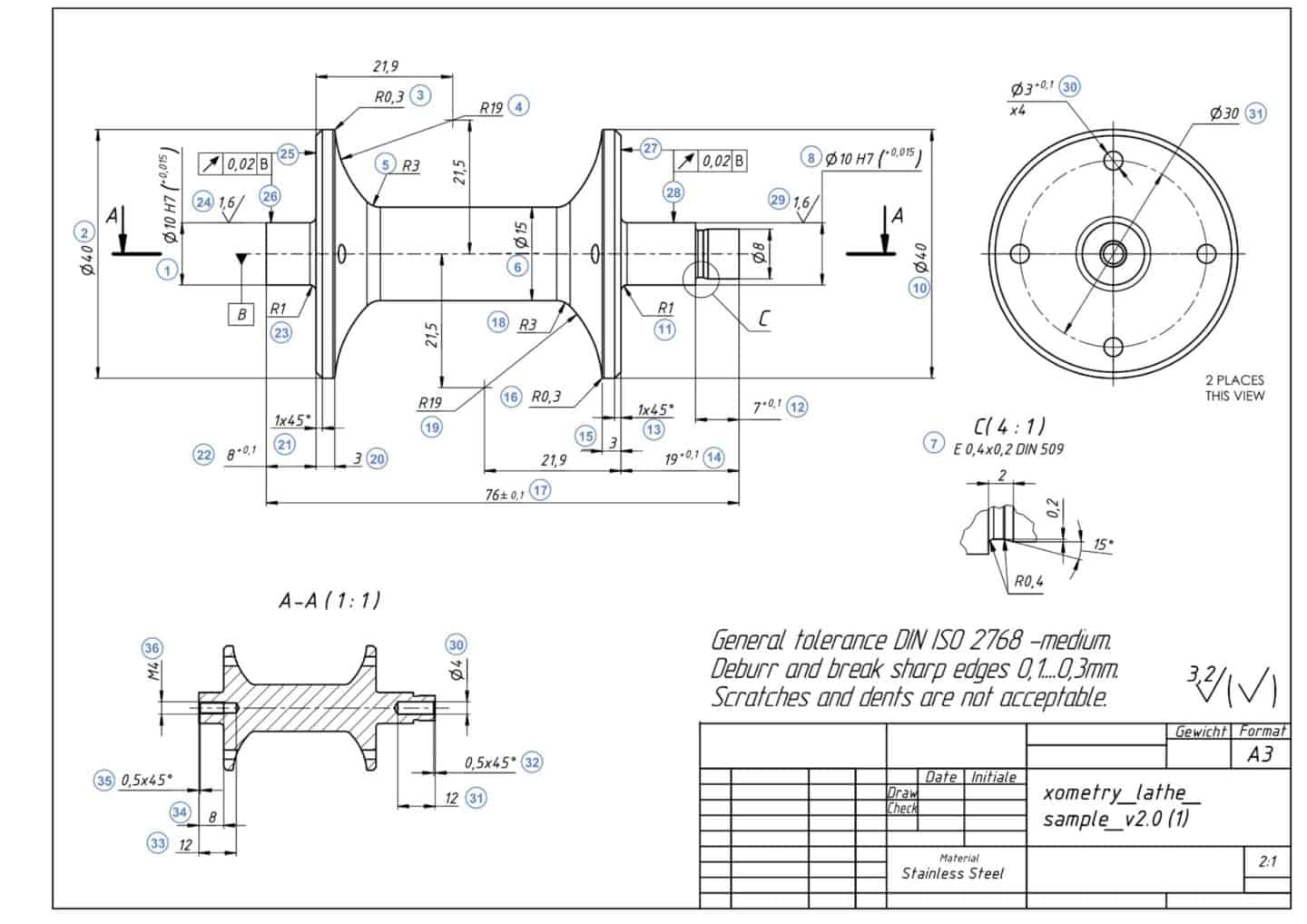
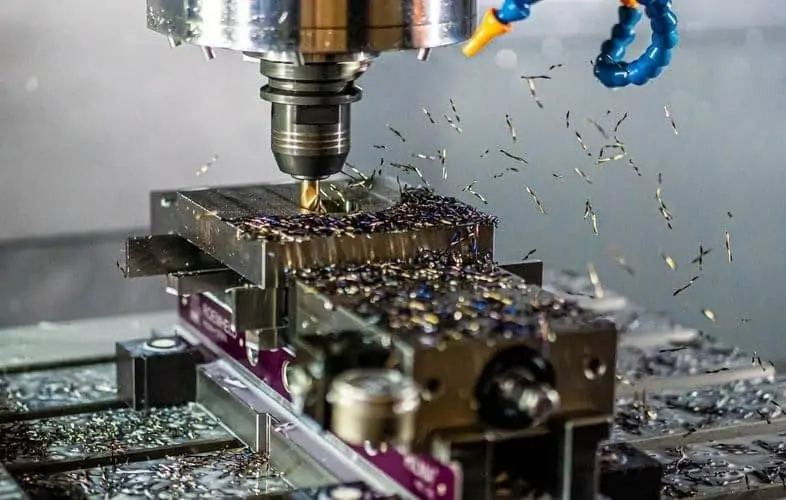
Astuces de conception pour l’usinage CNC
Afin de produire des ouvrages de qualité, le processus de conception de l’usinage CNC requiert à la fois exactitude et précision. C’est la raison pour laquelle il existe un certain nombre de règles empiriques ayant trait aux éléments les plus communs des pièces usinées en CNC.
Contenu à la Une
Comment réaliser un dessin technique parfait
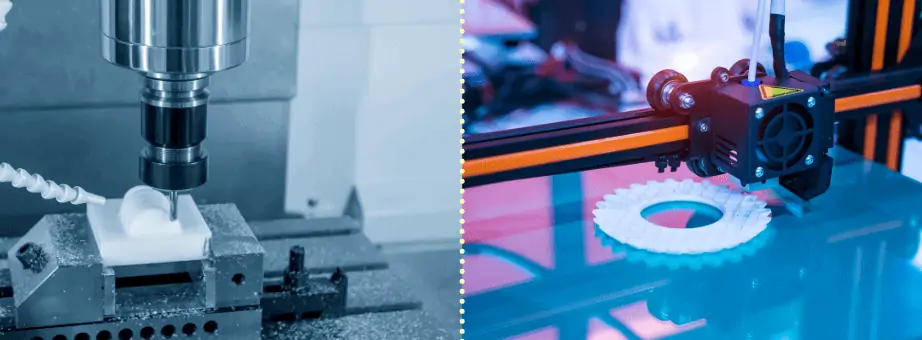
Accroître l’efficacité : Le pouvoir du prototypage rapide dans la fabrication moderne
Sélection de matériaux d’usinage CNC
Polymères en usinage CNC ou impression 3D : tout ce qu’il faut savoir pour faire le bon choix
Les fondamentaux en usinage CNC
Derniers articles sur l'usinage CNC
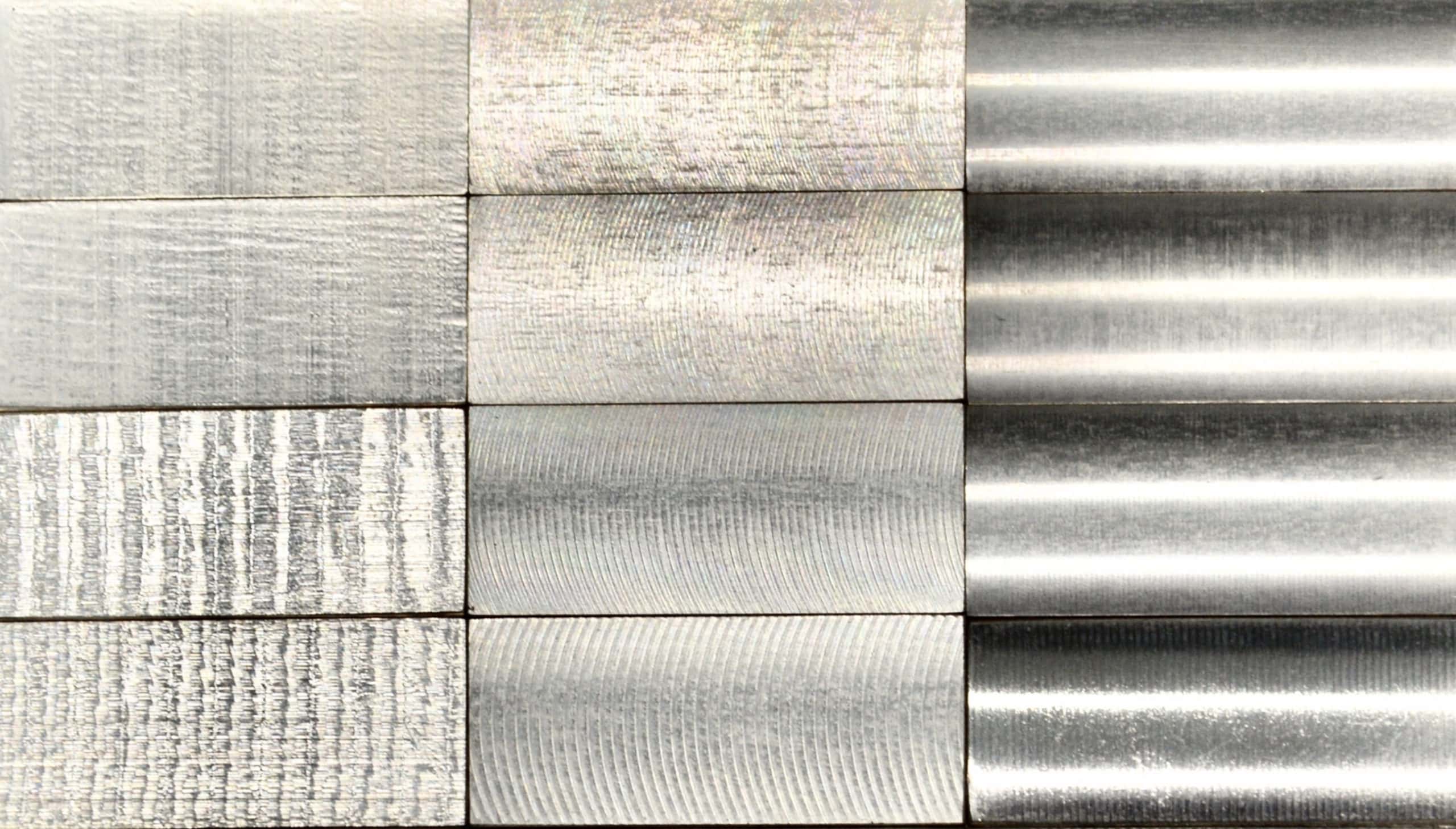
Finitions de surface pour l’usinage CNC
Choisir le niveau de surface adapté à l’usinage CNC
Les limites de taille en usinage CNC
Critères de sélection des matériaux pour l’usinage CNC
Tous les articles sur l'usinage CNC
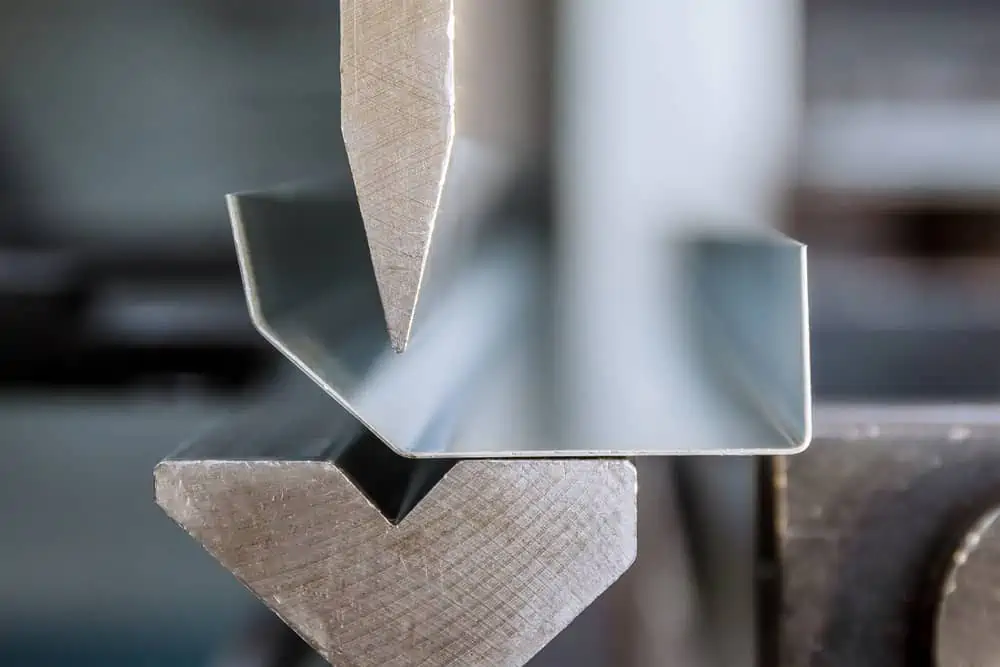
Tôlerie
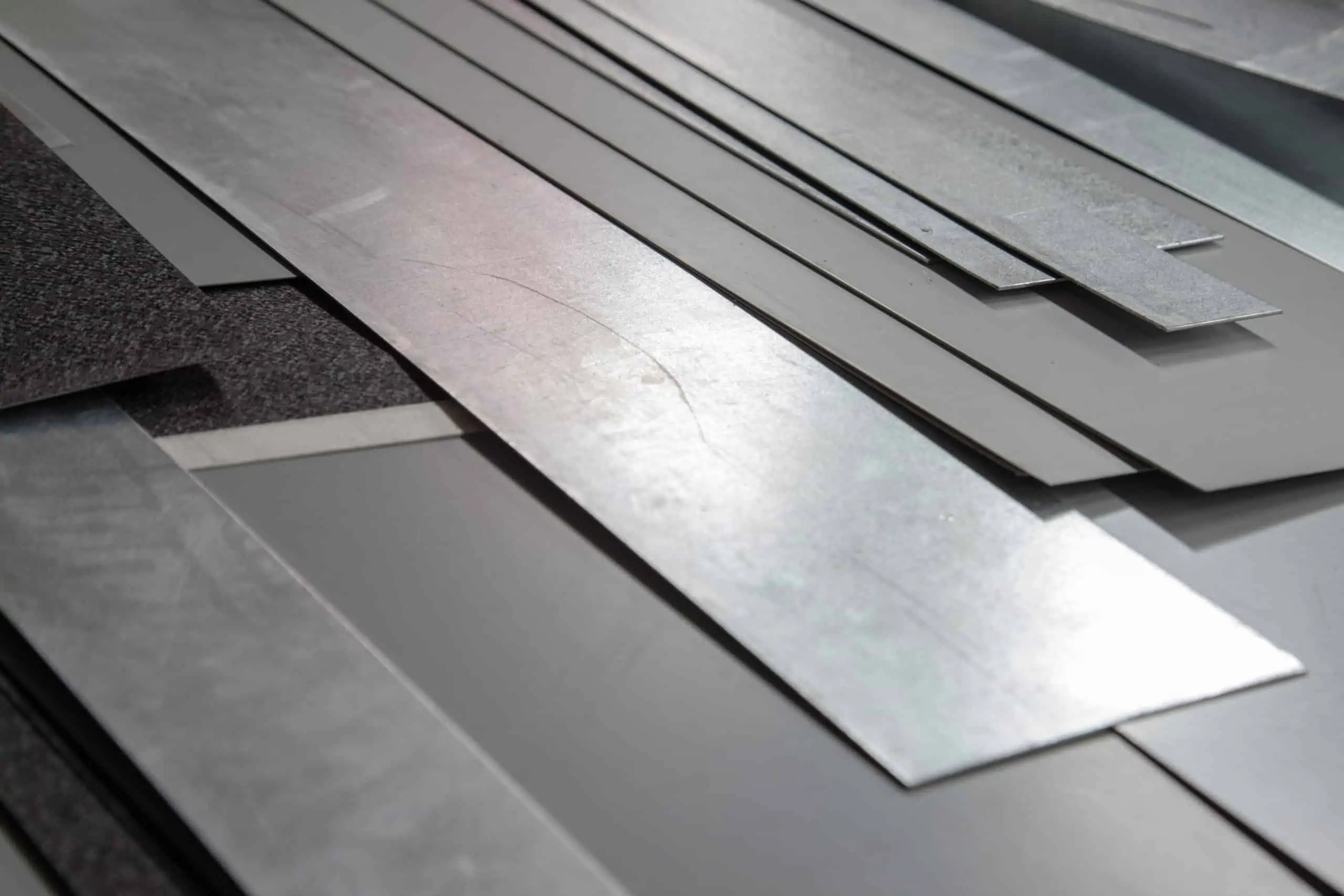
Guide de sélection des matériaux pour la tôlerie
Le processus de sélection des matériaux est l'une des parties les plus difficiles du processus de fabrication de la tôle. Un choix inexact peut entraîner une perte de temps, mais aussi une perte de temps précieux. Cet article vise à simplifier le processus de sélection des matériaux de découpe de la tôle.
Contenu à la Une
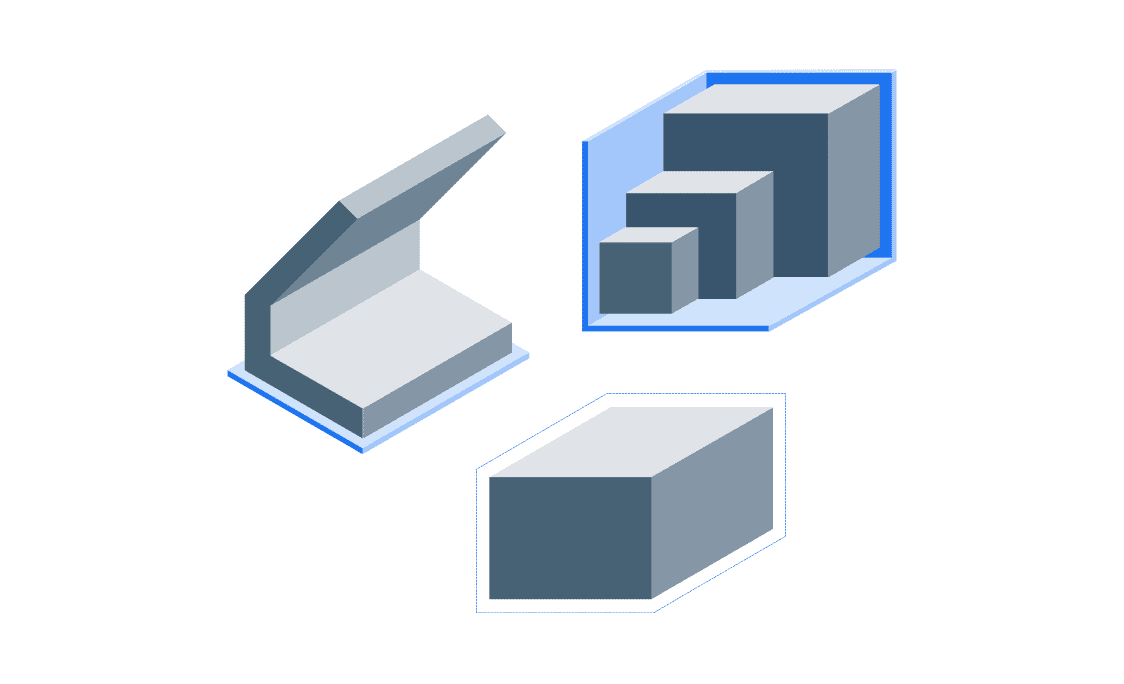
Tables de référence des rayons de courbure minimum pour les ouvrages en tôlerie
Qu’est-ce que la découpe au laser ?
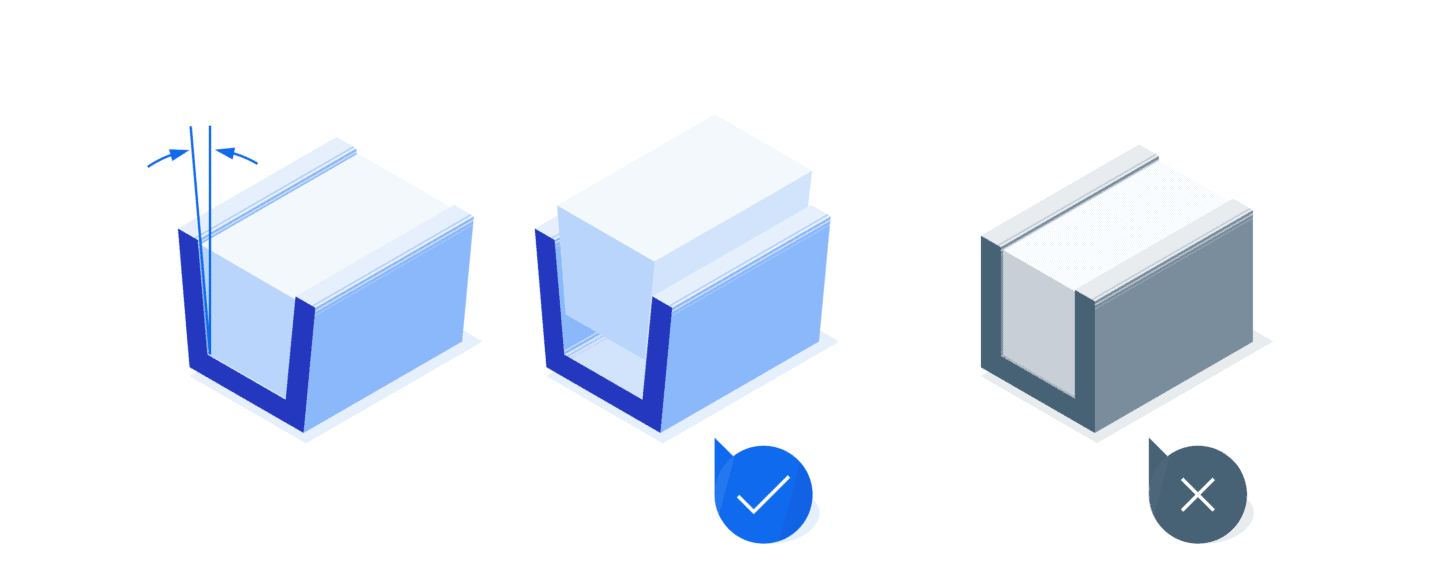
Astuces de conception pour le pliage de tôle
Qu’est-ce que la découpe au plasma?
Les fondamentaux en tôlerie
Derniers articles sur la tôlerie
Traitement de surface pour les pièces de tôlerie : options de placage et de polissage
Les fichiers imbriqués pour les découpes en tôlerie : astuces et bonnes pratiques
Tous les articles sur la tôlerie
Impression 3D
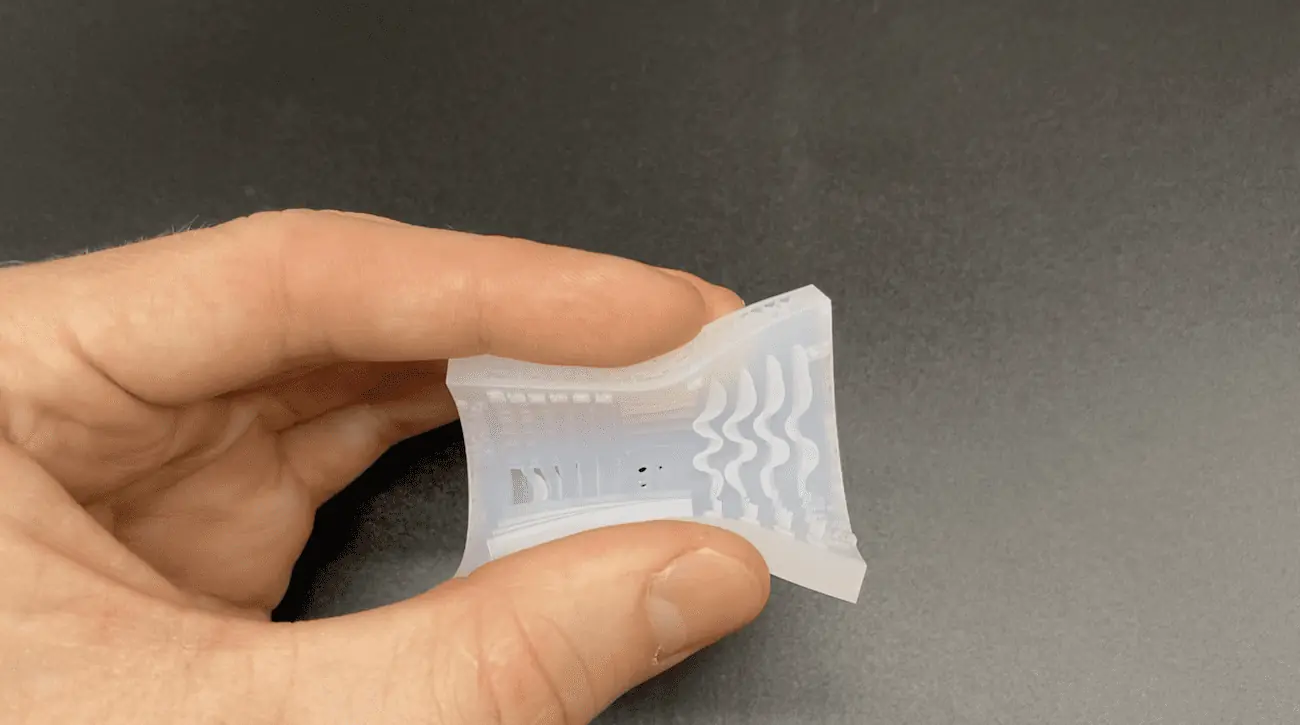
Lissage à la vapeur : une finition de surface efficace en impression 3D
- Article
- Impression 3D
- Finitions
Avec sa capacité à transformer des surfaces rugueuses et stratifiées en finitions élégantes de qualité professionnelle, le lissage à la vapeur apparaît comme une finition révolutionnaire dans le domaine de l'impression 3D. Cet article s'intéressera à ses spécificités, ses avantages et ses applications
Contenu à la Une
Rugosité de surface en impression 3D
Comment obtenir une surface lisse en impression 3D
PA11 vs. PA12 : Quelles sont les différences ?
Accroître l’efficacité : Le pouvoir du prototypage rapide dans la fabrication moderne
Les fondamentaux en impression 3D
Derniers articles sur l'impression 3D
Astuces de conception pour l’impression 3D par HP MJF
Infographie : Règles de conception pour l’impression 3D
Infographie : Guide de décision sur le choix du processus d’impression 3D et des matériaux
Astuces de conception pour l’impression 3D par FDM
Astuces de conception pour l’impression 3D par SLS
Astuces de conception pour l’impression 3D métal DMLS
Tous les articles sur l'impression 3D
Moulage par injection
Uniformité des couleurs dans le moulage par injection de plastique
- Article
- Moulage par injection
L'uniformité des couleurs dans le moulage par injection de plastique est plus qu'une simple préoccupation esthétique ; c'est une partie essentielle de la qualité du produit. Dans cet article, nous allons décortiquer les complexités des différents systèmes de couleurs utilisés dans le moulage par injection et expliquer l'importance de spécifier les tons de couleur numériquement.
Contenu à la Une
Guide de sélection des matériaux pour le moulage par injection
Astuces de conception pour le moulage par injection
Moulage par injection vs impression 3D : comment choisir ?
Tolérances pour le moulage par injection
Les fondamentaux en injection plastique
Derniers articles sur l'injection plastique
Finitions de surface pour l’injection plastique : les standards SPI et VDI
Introduction au moulage par injection
Moulage par injection et moulage par compression : différences et comparaison
Coulée sous vide vs. moulage par injection – Quelle est la différence ?
Tous les articles sur l'injection plastique
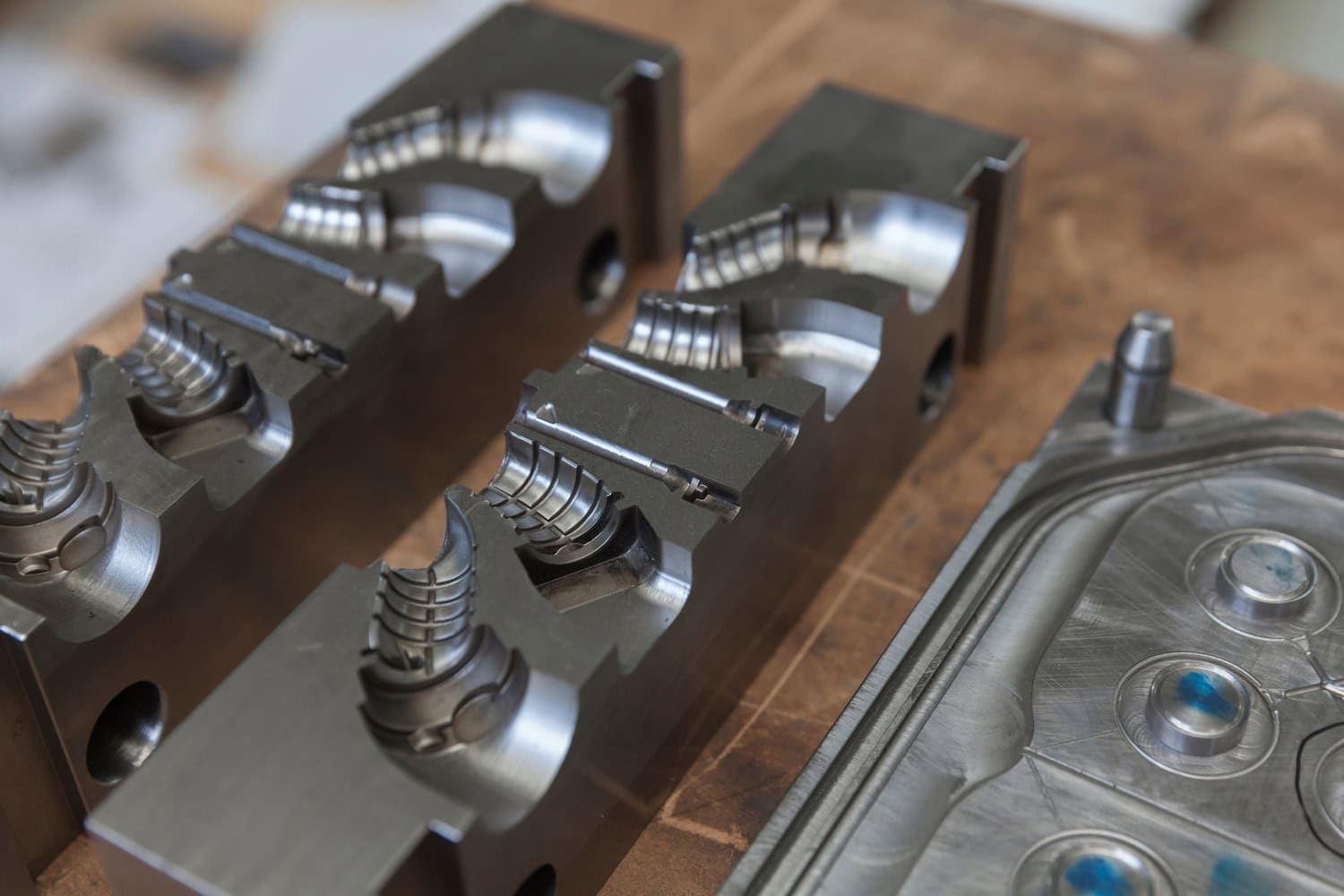
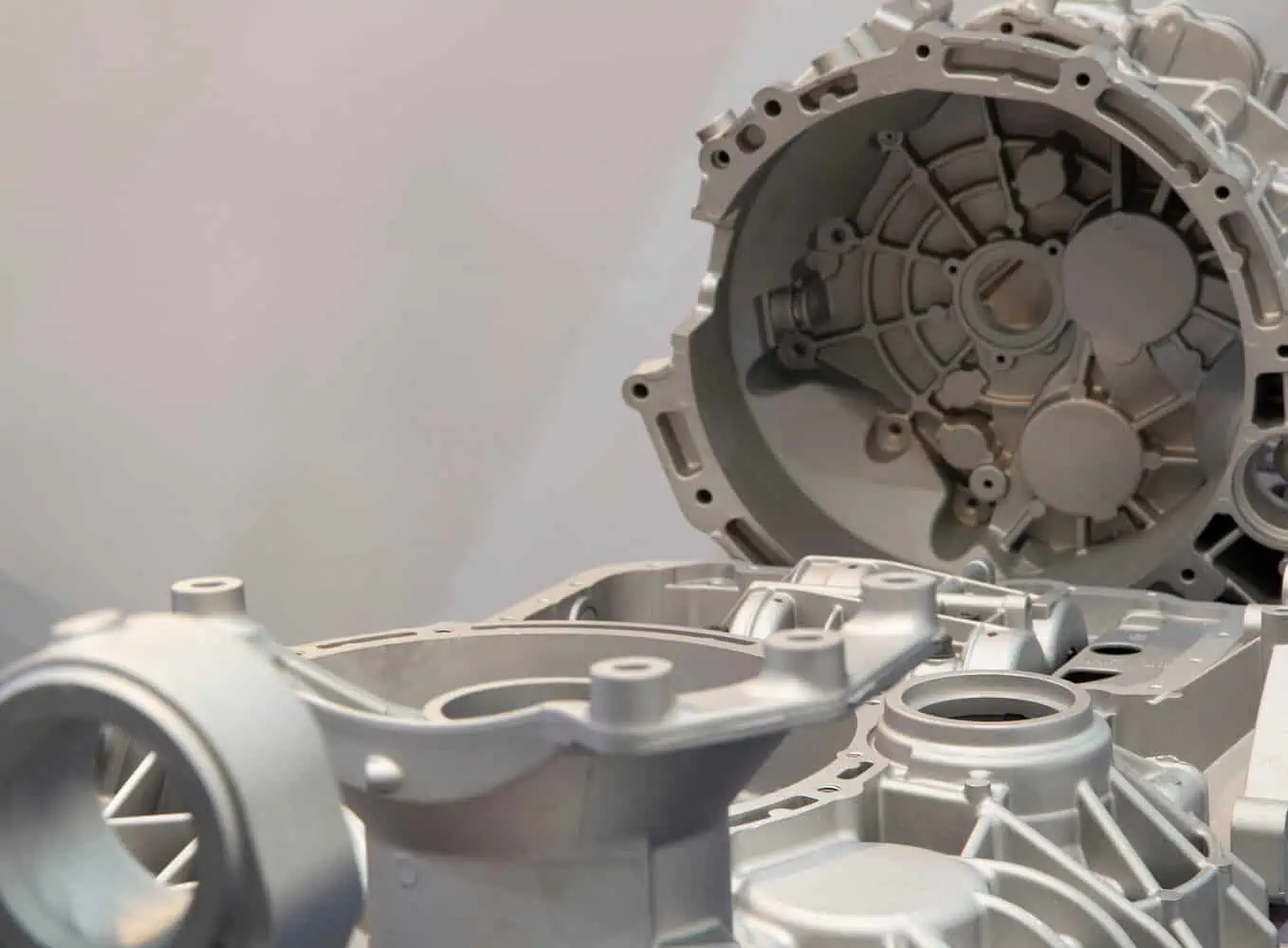
Moulage sous pression
Matériaux pour le moulage sous pression : guide de sélection
- Article
- Moulage sous pression
- Matériaux
Afin de tirer le meilleur parti du procédé de moulage sous pression, il est crucial de choisir soigneusement le matériau approprié. Ce guide fournit des informations détaillées à propos des matériaux les plus communément utilisés par Xometry dans le moulage sous pression, y compris leurs mérites et désavantages respectifs.
Contenu à la Une
Astuces de conception pour le moulage sous pression
Le moulage sous pression (fonderie) : procédé, matériaux et applications
Les fondamentaux en fonderie
Moulage par compression
Conseils de conception pour le moulage par compression
- Article
- Moulage par compression
- Design
Dans cet article, nous explorerons les principales considérations et stratégies pour améliorer l'efficacité et la qualité des processus de moulage par compression, en couvrant les principes de design et la sélection des matériaux.
Contenu à la Une
Moulage par injection et moulage par compression : différences et comparaison
Moulage par compression : aperçu d’une technologie
Les fondamentaux en moulage par compression
Coulée sous vide
Coulée sous vide vs. moulage par injection – Quelle est la différence ?
- Article
- Moulage par injection
- Coulée sous vide
Cet article détaille les similitudes et les différences entre la coulée sous vide et le moulage par injection pour vous aider à déterminer le processus le plus adapté à votre projet.
Contenu à la Une
Conseils de conception pour la coulée sous vide
Accroître l’efficacité : Le pouvoir du prototypage rapide dans la fabrication moderne
Sélection de matériaux pour coulée sous vide
Coulée sous vide : vue d’ensemble de la technologie
Les fondamentaux en moulage par compression
Extrusion plastique
Aperçu de la technologie d’extrusion plastique
- Article
- Extrusion plastique
Cet article dévoile les aspects complexes du processus d'extrusion du plastique, depuis ses principes fondamentaux à ses applications les plus répandues.
Les fondamentaux en extrusion plastique
Thermoformage
Aperçu de la technologie de thermoformage
Cet article vous donnera un aperçu du thermoformage plastique, en approfondissant les aspects techniques du processus ainsi que ses avantages et inconvénients pour ses applications dans toutes les industries.
Finitions
Lissage à la vapeur : une finition de surface efficace en impression 3D
- Article
- Impression 3D
- Finitions
Avec sa capacité à transformer des surfaces rugueuses et stratifiées en finitions élégantes de qualité professionnelle, le lissage à la vapeur apparaît comme une finition révolutionnaire dans le domaine de l'impression 3D. Cet article s'intéressera à ses spécificités, ses avantages et ses applications
Contenu à la Une
Finitions de surface pour impression 3D
Finitions de surface pour l’usinage CNC
Tout ce que vous devez savoir sur l’anodisation noire
Impression 3D couleur : aperçu des options disponibles
Derniers articles sur les finitions
Revêtement par poudre vs. Anodisation pour l’aluminium
Finitions de surface pour l’injection plastique : les standards SPI et VDI
Anodisation de l’aluminium : une option de traitement de surface efficace
Traitement de surface pour les pièces de tôlerie : options de placage et de polissage
Tous les articles sur les finitions
Matériaux
PA11 vs. PA12 : Quelles sont les différences ?
- Article
- Impression 3D
- Matériaux
Cet article vise à examiner les différences entre le PA 11 et le PA 12. Malgré des similitudes sur le plan chimique, ces deux polymères ont tendance à produire des pièces finales et des résultats différents.
Contenu à la Une
Guide de sélection des matériaux pour l’impression 3D
Sélection de matériaux d’usinage CNC
Matériaux pour le moulage sous pression : guide de sélection
Guide de sélection des matériaux pour le moulage par injection
Les fondamentaux sur les matériaux
Derniers articles sur les matériaux
Guide de sélection des matériaux pour la tôlerie
Sélection de matériaux pour coulée sous vide
Table de références croisées des désignations normalisées pour les aciers
Les meilleurs matériaux flexibles en impression 3D
Comment obtenir des pièces imprimées 3D solides
17 options de résistance à la corrosion pour vos pièces : métaux et finitions
Tous les articles sur les matériaux
Design
Astuces de conception pour l’usinage CNC
Afin de produire des ouvrages de qualité, le processus de conception de l’usinage CNC requiert à la fois exactitude et précision. C’est la raison pour laquelle il existe un certain nombre de règles empiriques ayant trait aux éléments les plus communs des pièces usinées en CNC.
Contenu à la Une
Comment réaliser un dessin technique parfait
Conseils de conception pour le moulage par compression
Conseils de conception pour la coulée sous vide
Astuces de conception pour l’impression 3D par HP MJF
Les fondamentaux en design
Derniers articles sur le design
Infographie : Règles de conception pour l’impression 3D
Astuces de conception pour l’impression 3D par FDM
Astuces de conception pour l’impression 3D par SLS
Astuces de conception pour l’impression 3D métal DMLS
Astuces de conception pour l’impression 3D par DLS de Carbon
Astuces de conception pour l’impression 3D Polyjet
Tous les articles sur le design
Industrie manufacturière
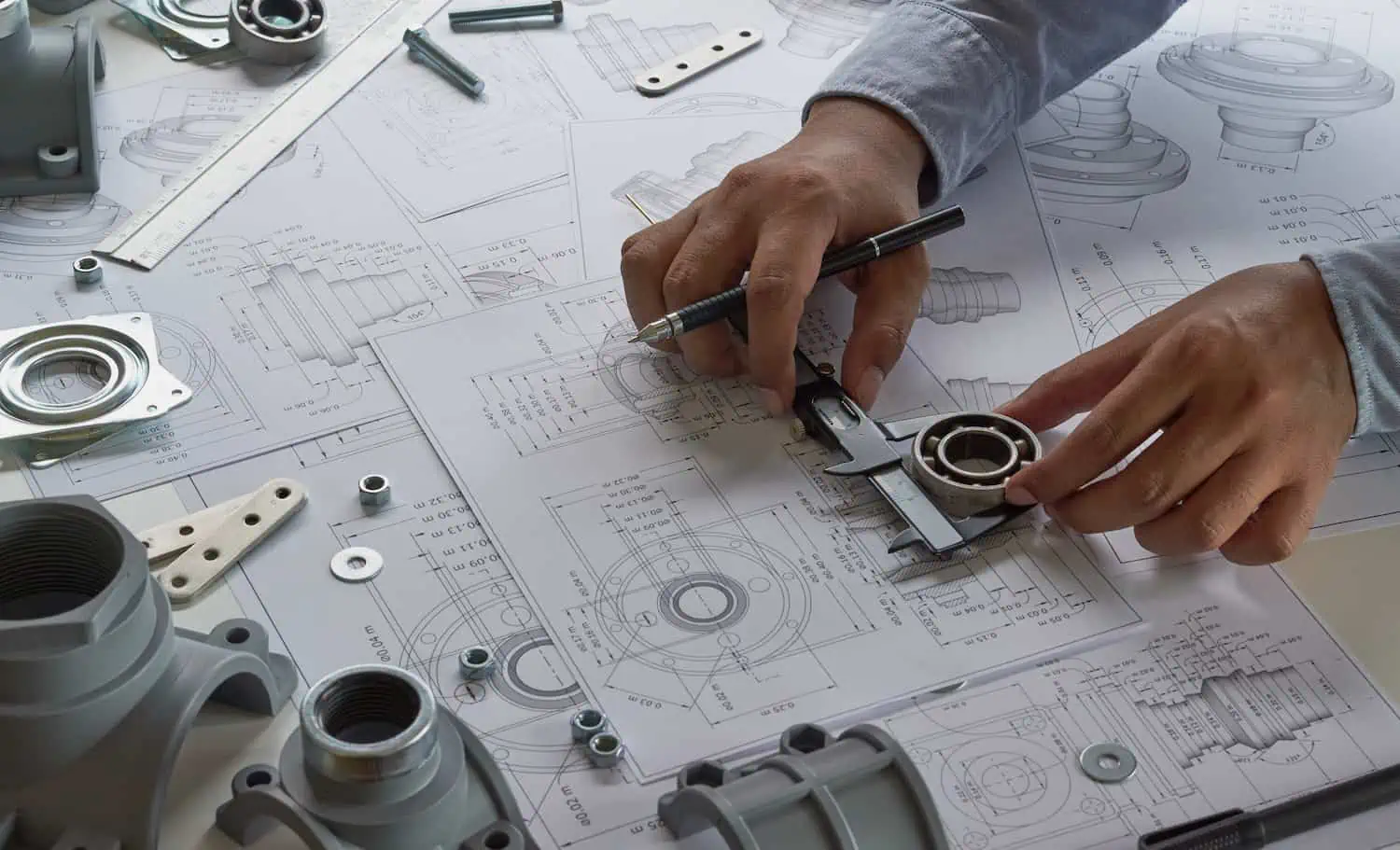
Comment le design pour la fabrication (DFM) améliore le prototypage
- Article
- Industrie manufacturière
Cet article examine en détail les éléments essentiels du DFM, offrant un aperçu de son application dans le prototypage moderne. Vous apprendrez à l'intégrer efficacement, à vous servir de ses avantages et à vous assurer que votre prototypage est innovant et réalisable tout au long du processus.
Contenu à la Une
Accroître l’efficacité : Le pouvoir du prototypage rapide dans la fabrication moderne
On-Demand Manufacturing (fabrication à la demande) : de quoi s’agit-il et comment ça marche ?
Le Cloud Manufacturing d’un point de vue académique : passé, présent et avenir
Analyse de Xometry : le plus important primo adoptant sur le marché du Cloud Manufacturing
 Europe
Europe  Türkiye
Türkiye  United Kingdom
United Kingdom  Global
Global 




 0
0