 Europe
Europe  Türkiye
Türkiye  United Kingdom
United Kingdom  Global
Global 


 0
0
La piegatura è uno dei processi più comunemente utilizzati nella formatura di parti in lamiera. I costi e la qualità dipendono da vari fattori, inclusi i costi di installazione, i costi dei materiali e la complessità del progetto.
Per garantire una piega senza problemi ed evitare deformazioni, si consiglia di seguire alcuni consigli di progettazione per ogni tipo di lavorazione sulla parte in lamiera.

Piegatura di lamiere: 10 suggerimenti per la progettazione
Per garantire una curva senza problemi ed evitare deformazioni, i seguenti 10 suggerimenti sono fondamentali durante la progettazione.
1. Pareti: Uno spessore uniforme
Le parti sono generalmente fabbricate da un unico foglio di metallo, quindi dovrebbero avere uno spessore di parete uniforme.

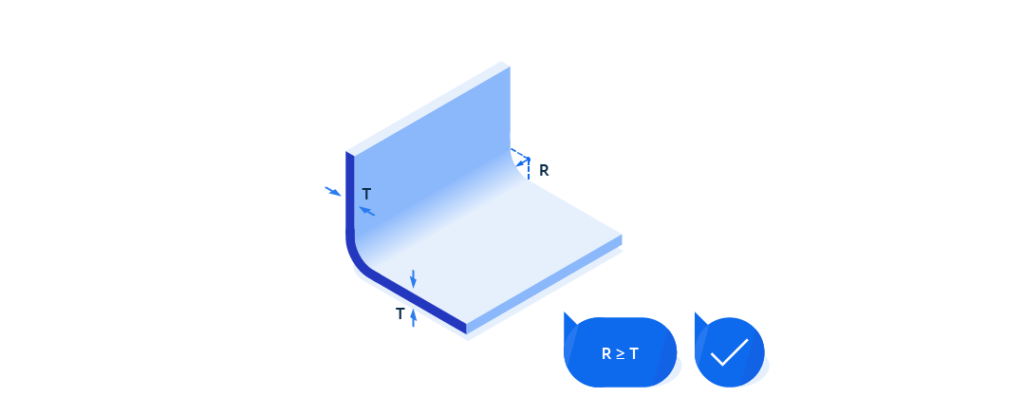
2. Pieghe: Raggio & orientamento
Impostare un raggio di piega minimo per evitare che le parti si rompano o si deformino.
In genere consigliamo che il minor raggio di curvatura sia almeno uguale allo spessore della lamiera.
Tuttavia, esistono anche diverse tabelle di riferimento che mostrano i raggi di piega minimi per diversi materiali e spessori.
Utilizzando un raggio di piega costante si riduce il costo della parte in quanto è possibile usare lo stesso strumento per piegarla.
Mantenere le pieghe sullo stesso piano in un’unica direzione aiuta anche a risparmiare tempo e denaro, impedendo il ri-orientamento delle parti, specialmente per quelle con piegature complesse.
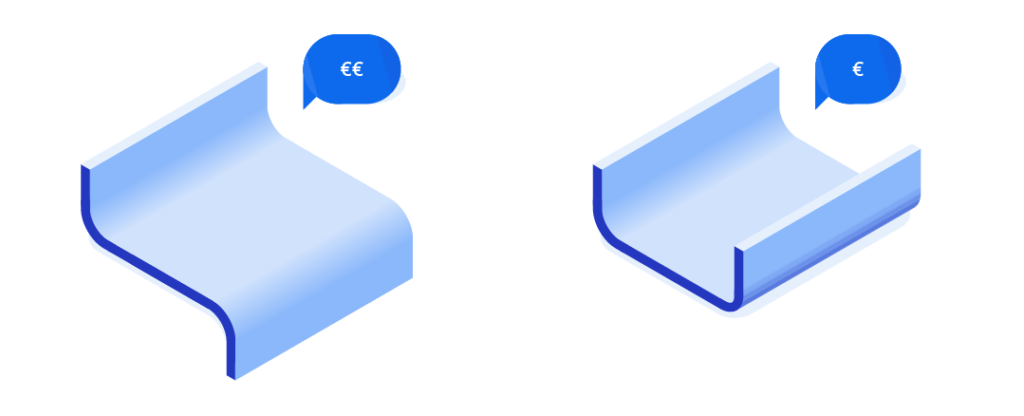
3. Pieghe: Posizionare le pieghe una vicina all’altra
Dovreste evitare pieghe consecutive se non dove strettamente necessario. Un problema comune per le pieghe consecutive è la difficoltà nell’inserire le parti piegate sull’utensile. Tuttavia, se questo è inevitabile, la parte intermedia dovrebbe essere più lunga rispetto alle flange.

4. Pieghe: Tagliare i rilievi
Quando viene eseguita una piega vicino a uno spigolo, il materiale può strapparsi a meno che non venga realizzato un taglio di scarico. La larghezza degli scarichi dovrebbe essere almeno uguale allo spessore del materiale e la lunghezza dovrebbe essere maggiore rispetto al raggio di piega.
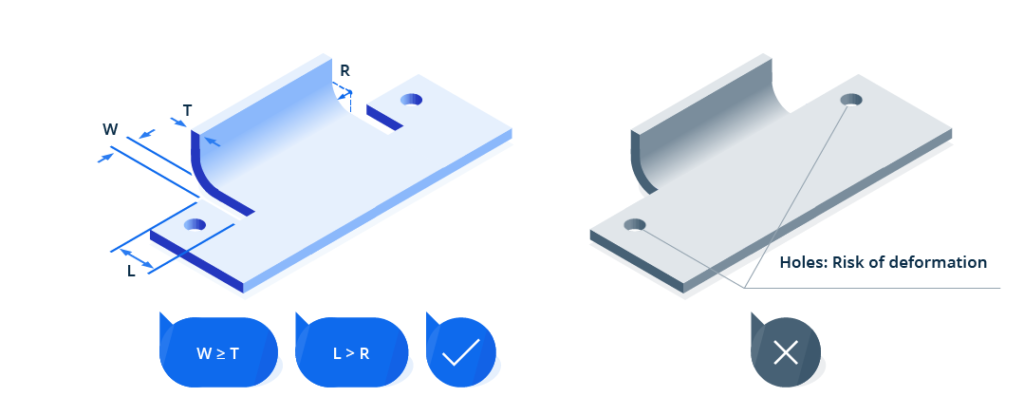
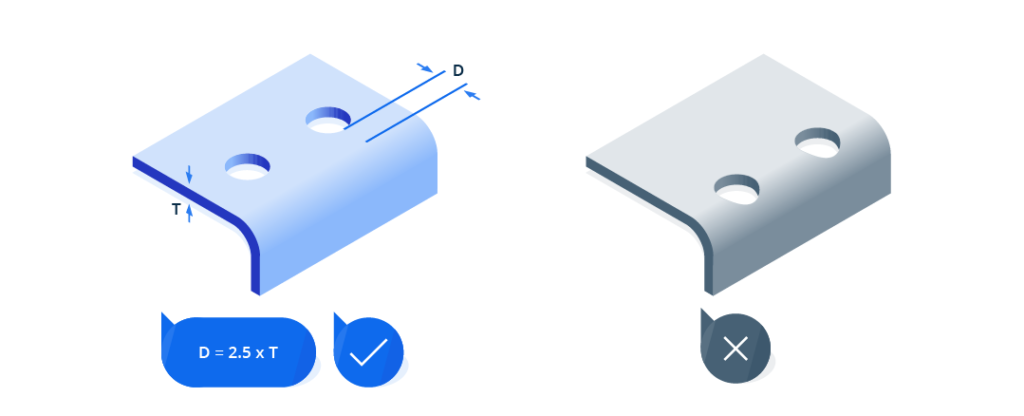
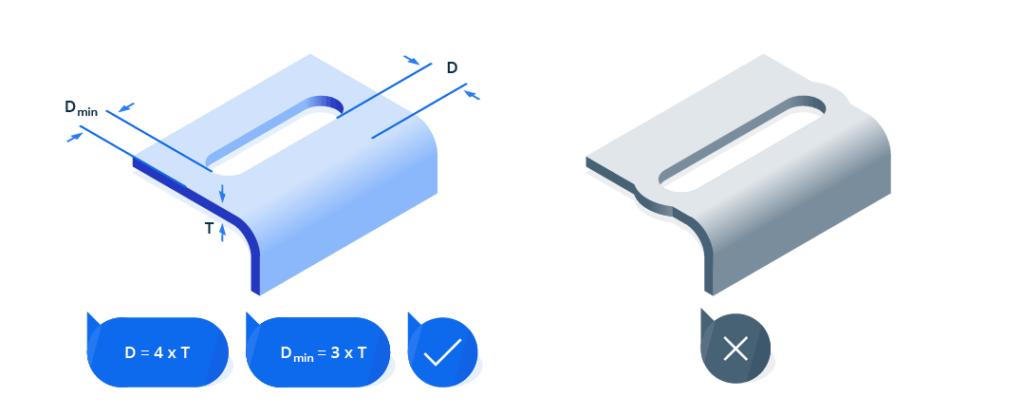
5. Fori e tasche: Il corretto gioco
I fori e le tasche possono deformarsi se sono troppo vicini a una piega.
Consigliamo di posizionare i fori a una distanza dai bordi di piega pari ad almeno 2,5 volte lo spessore del materiale.
Le tasche richiedono più spazio libero. Andrebbero posizionate a una distanza dai bordi della piega di almeno 4 volte lo spessore del materiale.
Inoltre, le asole o le tasche sono tra le lavorazioni di pressa più problematiche, dato che creano molto attrito e calore. Per evitare deformazioni o strappi del metallo, consigliamo di posizionare i fori asolati a una distanza dai bordi di piega di almeno 3 volte lo spessore della lamiera.
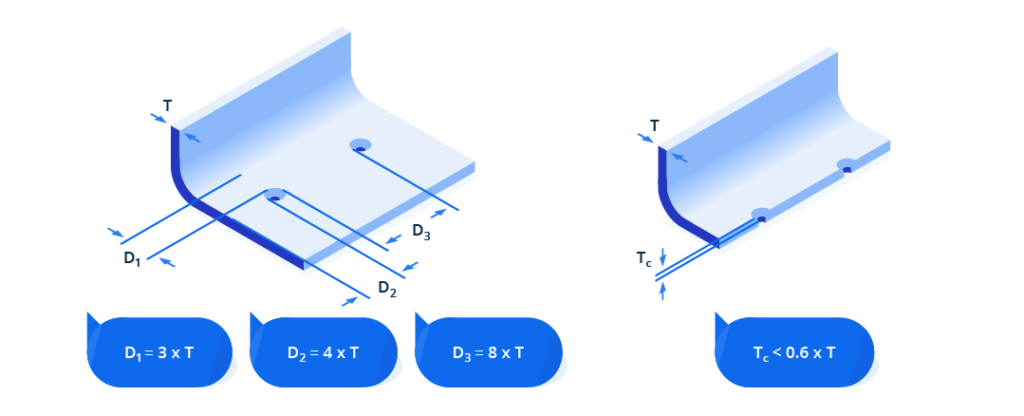
6. Svasature: gioco e dimensioni
Le svasature vengono realizzate tramite un trapano a colonna o una punzonatrice.
Le regole di base da seguire sulle svasature sono:
- Mantenere una distanza minima pari a 3 volte lo spessore del materiale da una piega
- Pari a 4 volte da uno spigolo
- Pari a 8 volte l’uno dall’altra
- E non dovrebbero essere più profonde di 0,6 volte lo spessore del materiale.
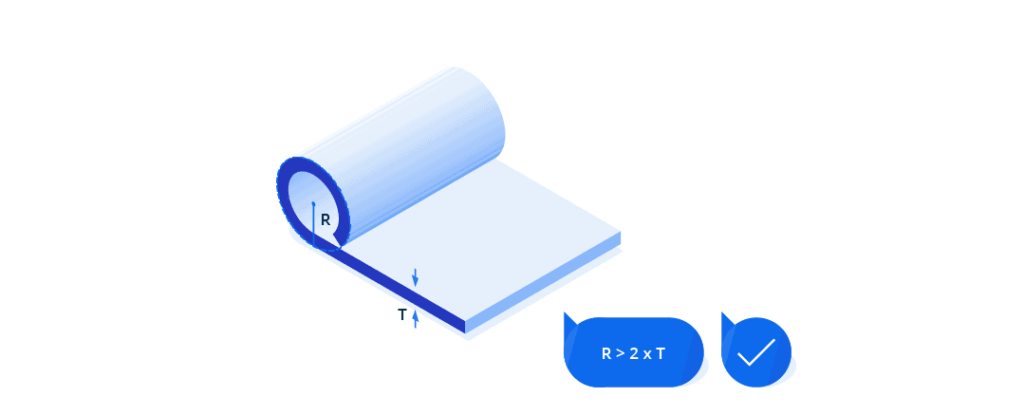
7. Riccioli: le dimensioni corrette
I riccioli sono più resistenti e sicuri da maneggiare. Sono spesso usati per rimuovere un bordo tagliente non trattato e metterlo in sicurezza.
Il raggio esterno dei riccioli deve essere almeno il doppio dello spessore del materiale.
Se si aggiungono dei fori accanto ai riccioli, posizionateli ad una distanza almeno pari alla dimensione del raggio di arricciatura più lo spessore del materiale dei riccioli.
Ulteriori pieghe vanno posizionate ad una distanza dal ricciolo di almeno 6 volte lo spessore del materiale più il raggio dell’arricciatura stessa.
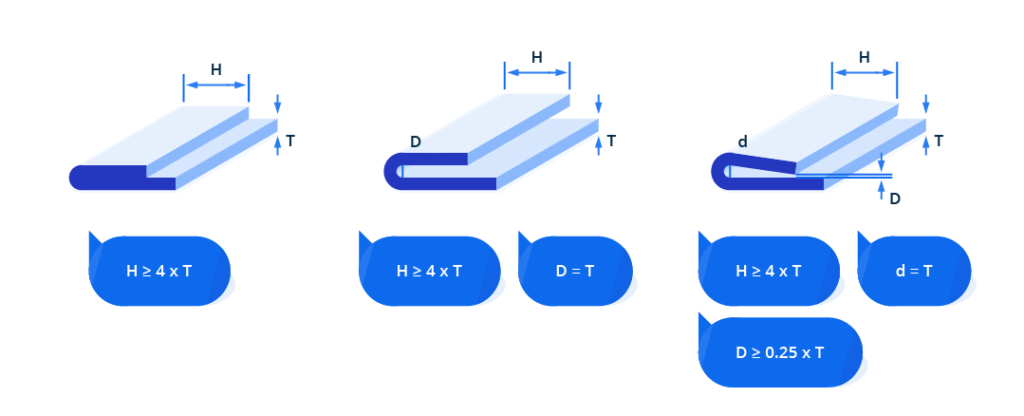
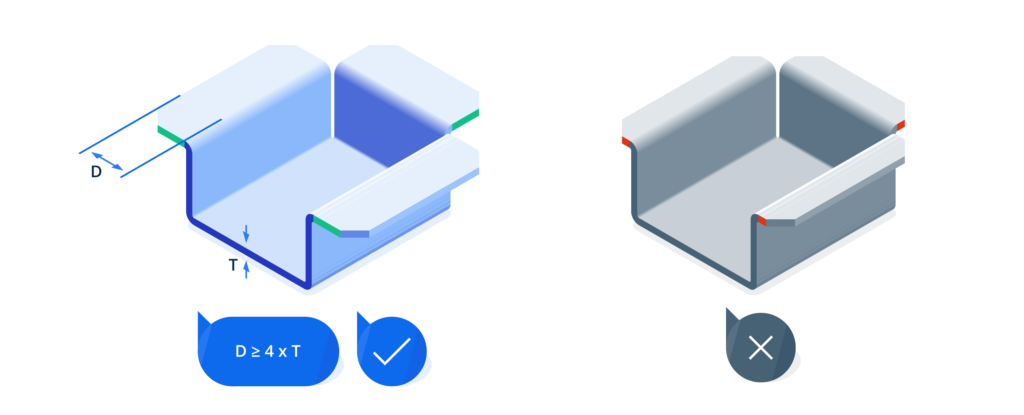
8. Bordi: Le corrette dimensioni
I bordi vengono spesso usati per rinforzare e rendere più sicuri gli spigoli vivi.
I bordi chiusi andrebbero evitati se devono essere verniciati o se la parte è in acciaio inossidabile o alluminio. La lunghezza della loro flangia vista dall’esterno della piega deve essere uguale o superiore a quattro volte lo spessore della parte.
Lo stesso rapporto tra lunghezza della flangia e spessore della lamiera si applica ai bordi aperti e a quelli a goccia.
Per i bordi aperti, il diametro interno dovrebbe essere almeno pari alla stessa dimensione dello spessore del materiale. Perderà la sua raggiatura quando il diametro interno sarà maggiore rispetto al suo spessore.
Per i bordi a goccia, anche il diametro dovrebbe essere uguale allo spessore del materiale. L’apertura del bordo (distanza tra lo spigolo del bordo e la parte) deve essere almeno ¼ dello spessore della lamiera.
9. Flange e smussi: le dimensioni corrette
Le flange rappresentano lo spigolo piegato rispetto alla base fissa. Dovrebbero essere almeno 4 volte lo spessore del materiale. Se si realizza una flangia con estremità smussate, questi smussi devono lasciare spazio sufficiente per consentire pieghe adeguate.
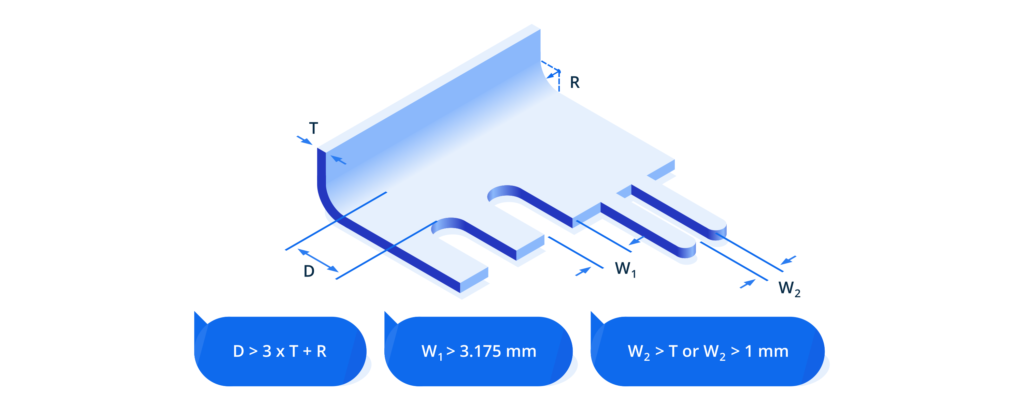
10. Linguette e intagli: Luce di passaggio
L’intaglio è un processo di taglio che rimuove una sezione dal bordo esterno della parte. Il materiale si può deformare se la distanza tra gli intagli e la piega è troppo piccola. Per evitare ciò, la distanza tra intaglio e curvatura dovrebbe essere almeno 3 volte lo spessore del materiale più il raggio di piega.
Gli intagli devono essere distanti almeno 3,175 mm l’uno dall’altro. La distanza minima tra gli intagli dovrebbe essere di 1 mm oppure pari allo spessore del materiale (l’importante è scegliere il valore più grande tra i 2).
Calcolo della forza di piegatura richiesta
Per eseguire la piegatura di una lamiera nel modo corretto entrano in gioco diversi fattori:
- Resistenza alla piegatura del materiale
- Grado di piegatura
- Spessore della lamiera
- Angolo di piegatura
- Raggio interno
- Apertura della matrice a V
- Bordo interno minimo
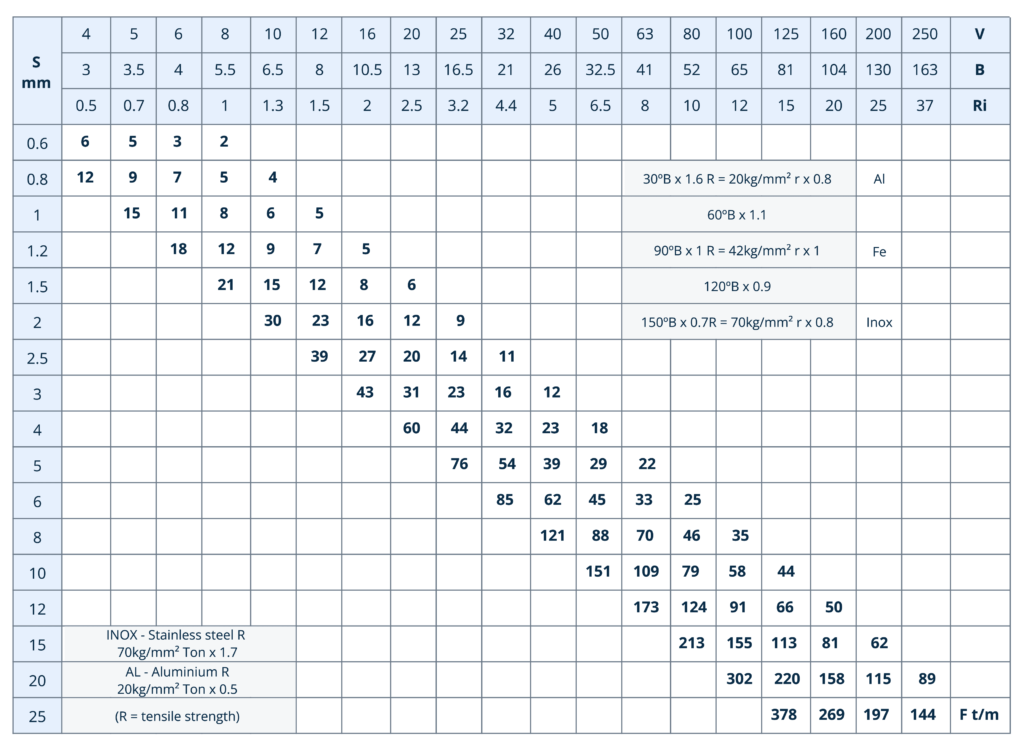
La tabella seguente è utile per calcolare la forza necessaria per eseguire la piegatura a V di acciaio dolce S235 di vari spessori e ottenere forme diverse a un angolo di 90°. L’acciaio dolce S235 ha una resistenza alla piegatura di 42 kg/mm2. Di seguito sono elencati i parametri variabili:
- S (mm): spessore della lamiera
- V (mm): apertura della matrice a V
- B (mm): bordo interno minimo
- Ri (mm): raggio interno
Ordina parti in lamiera online
In Xometry Europe, offriamo servizi di piegatura e costruzione di lamiere di alta precisione, rapidi e di qualità per la creazione di parti in lamiera in alluminio, acciaio, leghe di rame e molte altre. Utilizzando tecniche di piegatura automatizzate, garantiamo alta precisione e qualità dei pezzi pronti.
Effettuiamo anche la post-elaborazione su tua richiesta. Per ottenere un preventivo istantaneo, carica i tuoi modelli sulla nostra piattaforma di preventivi istantanei.




 Scarica
Scarica

