Articoli
Esplora una raccolta di articoli scritti da ingegneri e professionisti di Xometry, che condividono la loro expertise.
-
Lavorazione CNC (13)

-
Stampa 3D (50)
-
Lavorazione della lamiera (7)
-
Stampaggio a iniezione (9)
-
Stampaggio a compressione (3)
-
Colata sottovuoto (5)
-
Pressofusione (3)
-
Estrusione plastica (1)
-
Termoformatura (1)
-
Post-produzione (9)
-
Design (16)
-
Materiali (19)
-
Consigli di produzione (5)
-
Cancella tutti i tag
-
Lavorazione CNC (13)
-
Stampa 3D (50)
-
Lavorazione della lamiera (7)
-
Stampaggio a iniezione (9)
-
Stampaggio a compressione (3)
-
Colata sottovuoto (5)
-
Pressofusione (3)
-
Estrusione plastica (1)
-
Termoformatura (1)
-
Post-produzione (9)
-
Design (16)
-
Materiali (19)
-
Consigli di produzione (5)
-
Cancella tutti i tag
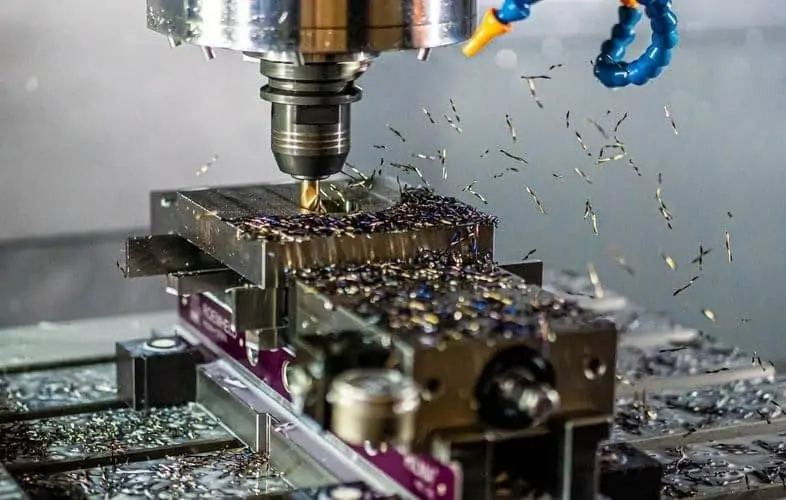
Lavorazione CNC
Consigli di progettazione per la lavorazione CNC
- Articolo
- Lavorazione CNC
- Design
Per produrre un lavoro di qualità, il processo di progettazione della lavorazione CNC richiede accuratezza e precisione. Questo è il motivo per cui esistono una serie di regole pratiche che si applicano alle caratteristiche più comuni delle parti lavorate a CNC.
Featured content
L’efficienza della prototipazione rapida nella produzione moderna
Guida alla scelta dei materiali per la lavorazione CNC
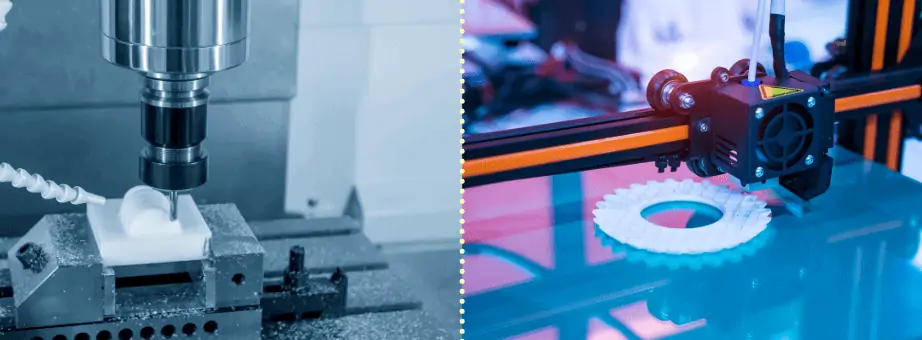
Lavorazione CNC polimerica vs stampa 3D: lista di controllo per scegliere quella giusta
Finiture superficiali per la lavorazione CNC
Articoli di base sulla lavorazione CNC
Articoli più recenti sulla lavorazione CNC
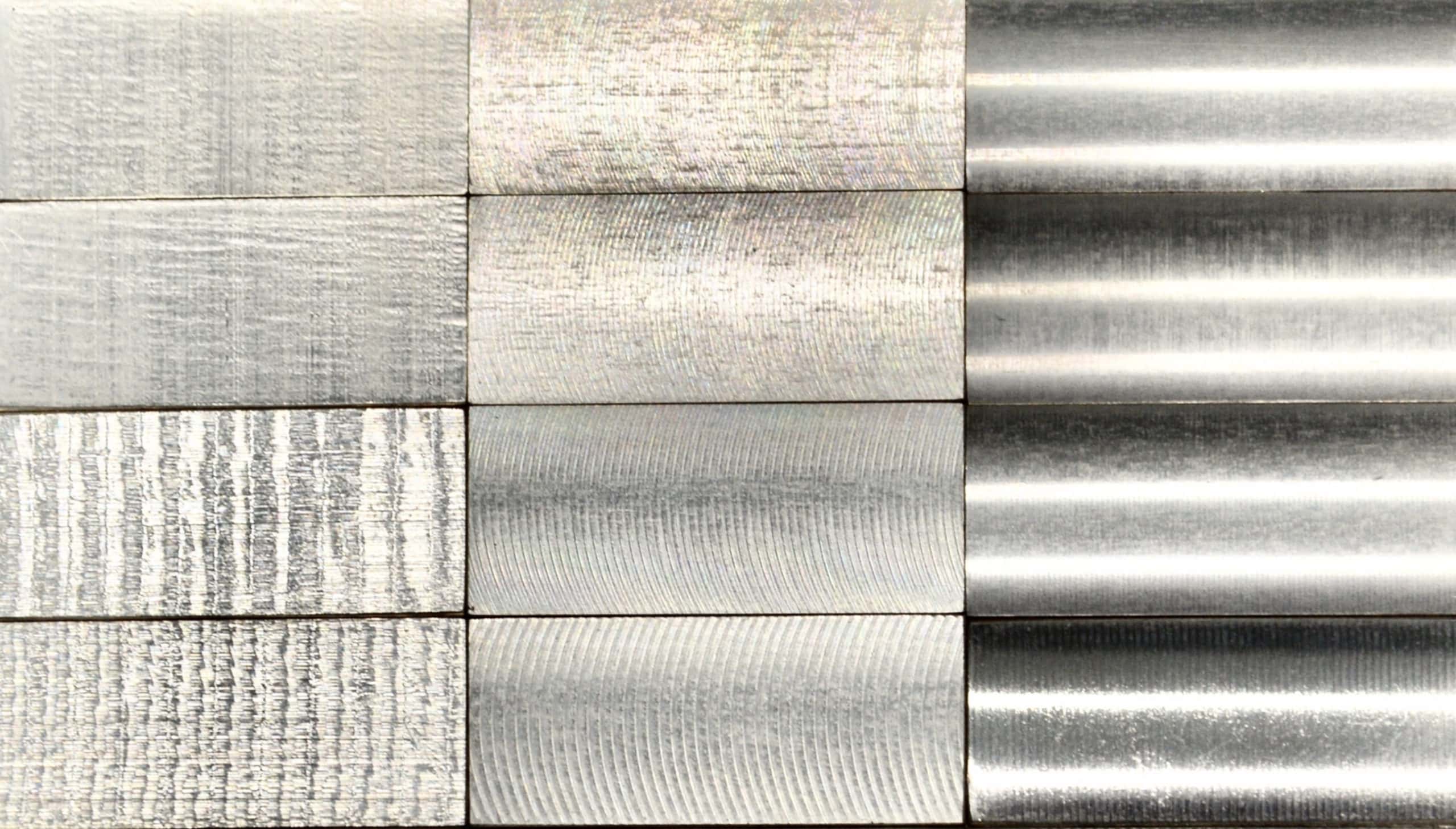
Selezione della corretta rugosità superficiale per la lavorazione CNC
Fattori da considerare durante la scelta dei materiali per la lavorazione CNC
Il costo della lavorazione CNC
Panoramica sulle norme di tolleranza nella produzione sottrattiva
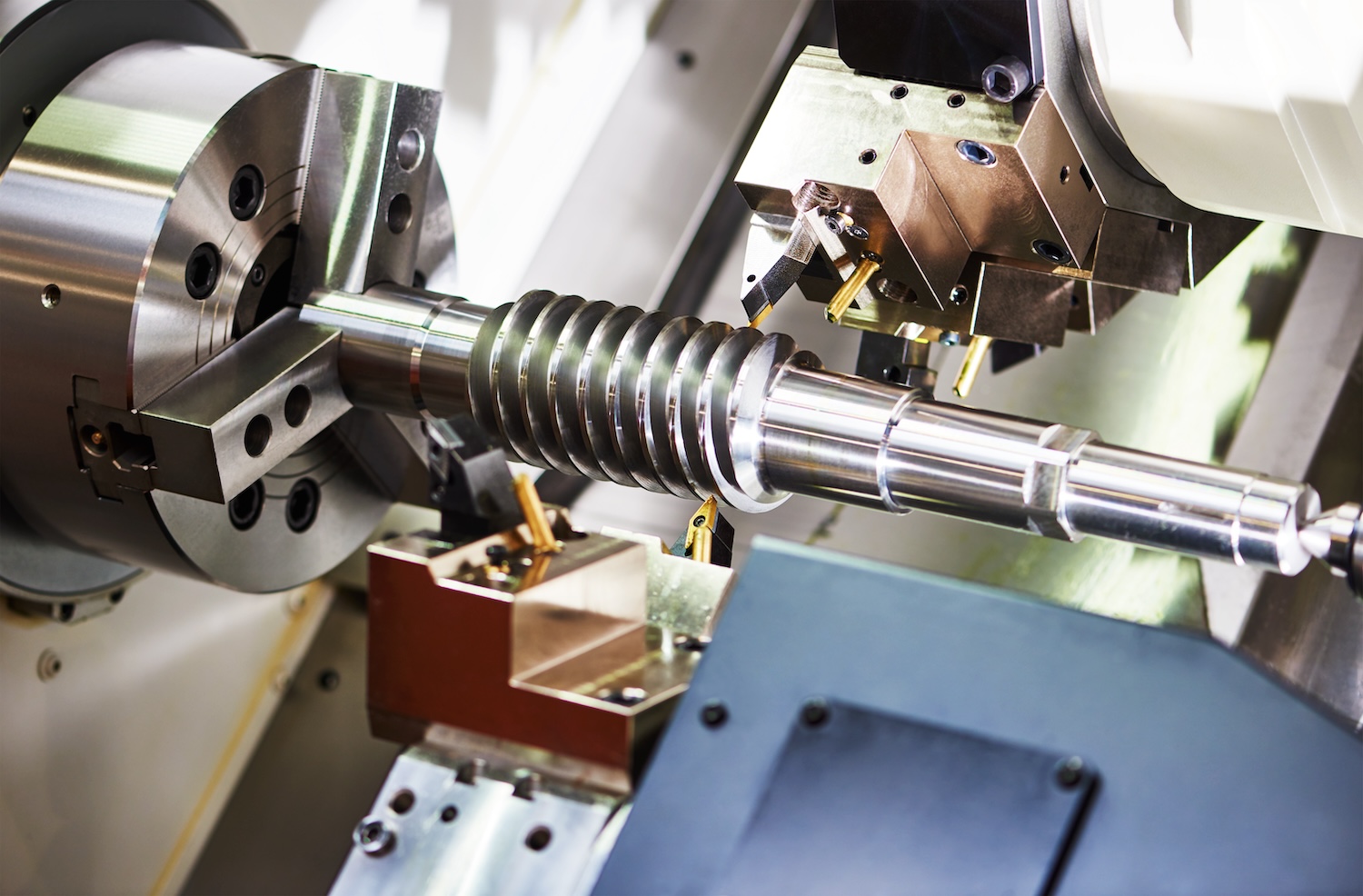
Panoramica della tecnologia di tornitura CNC
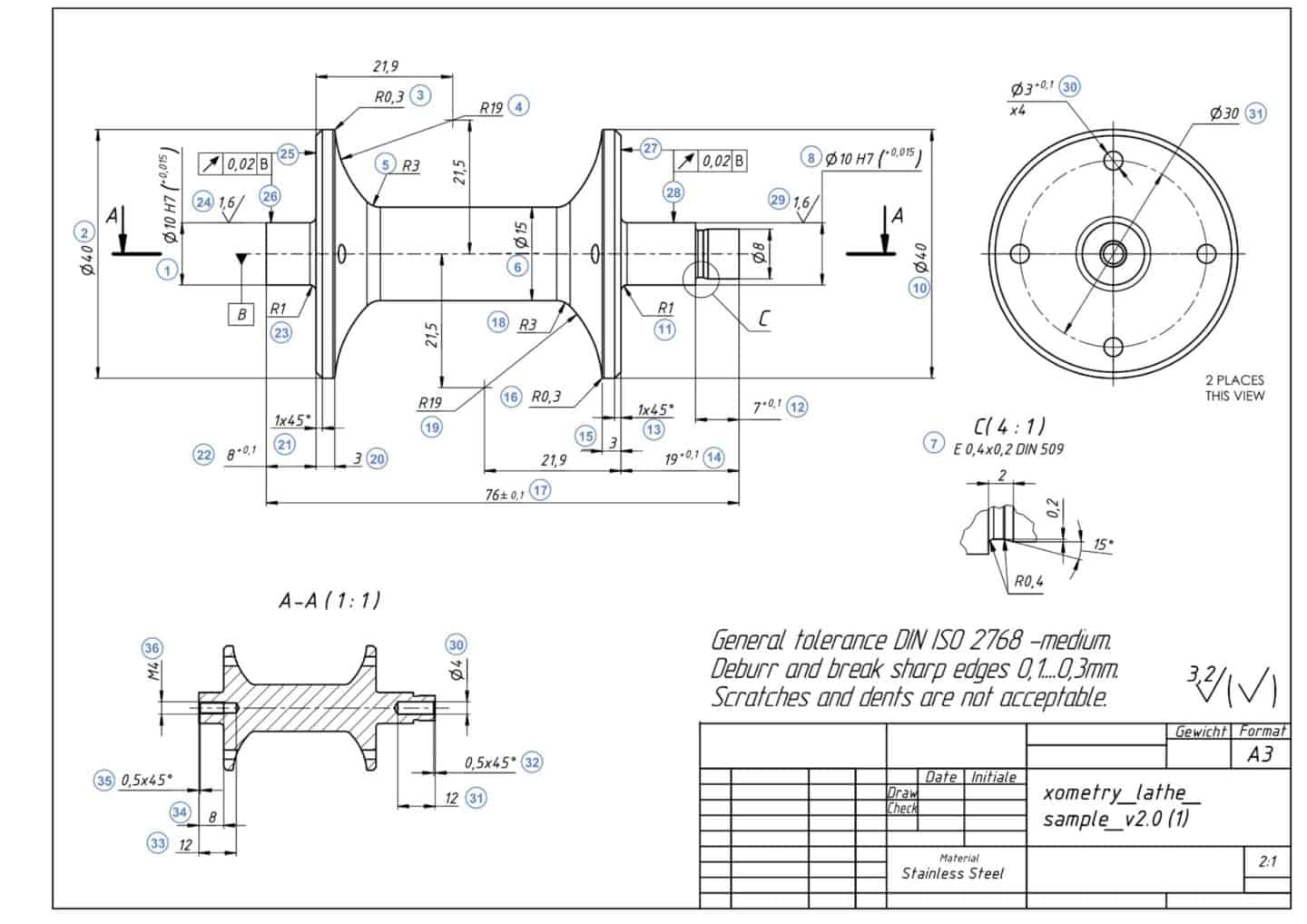
Come preparare un disegno tecnico perfetto
Tutti gli articoli sulla lavorazione CNC
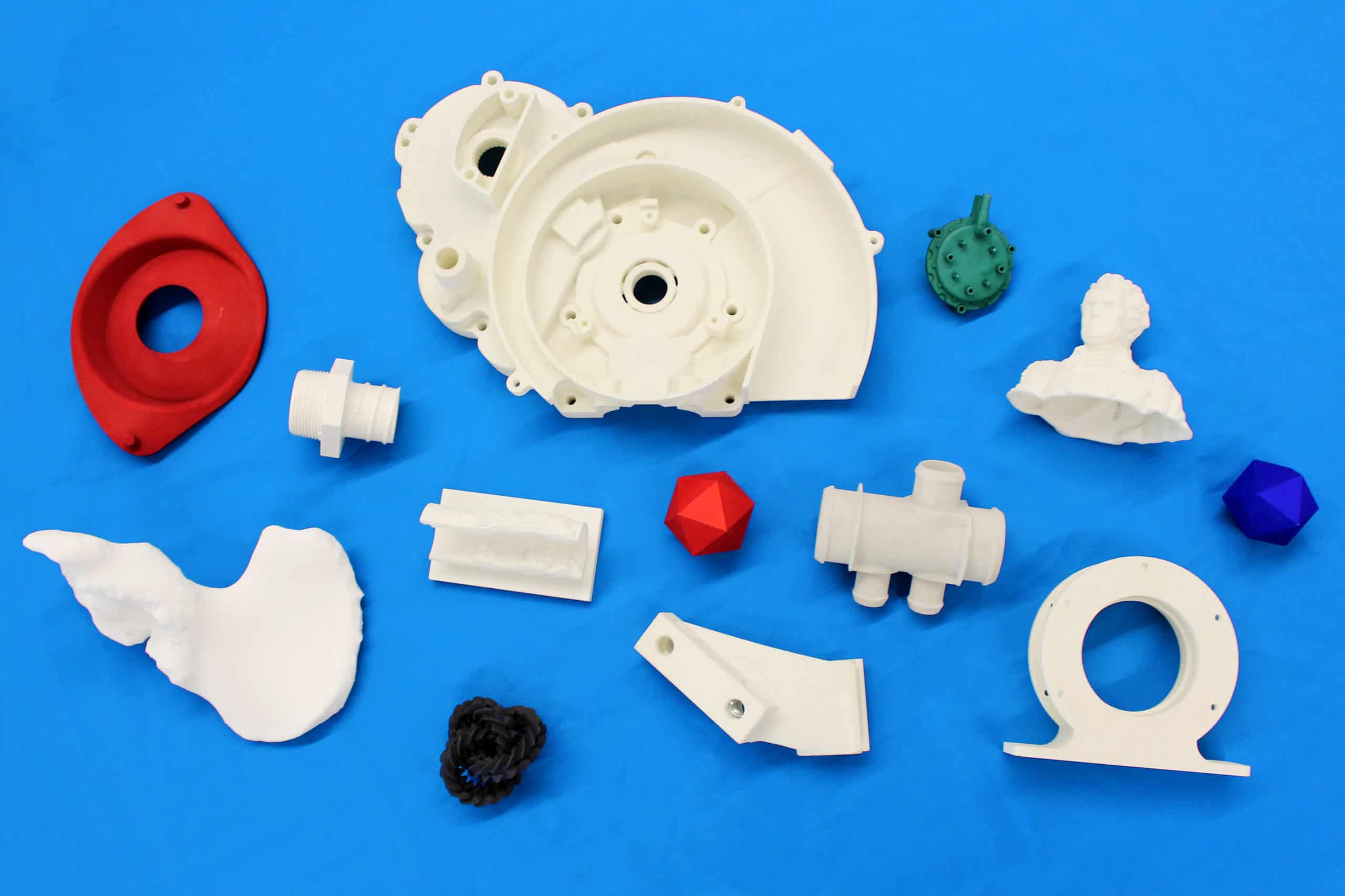
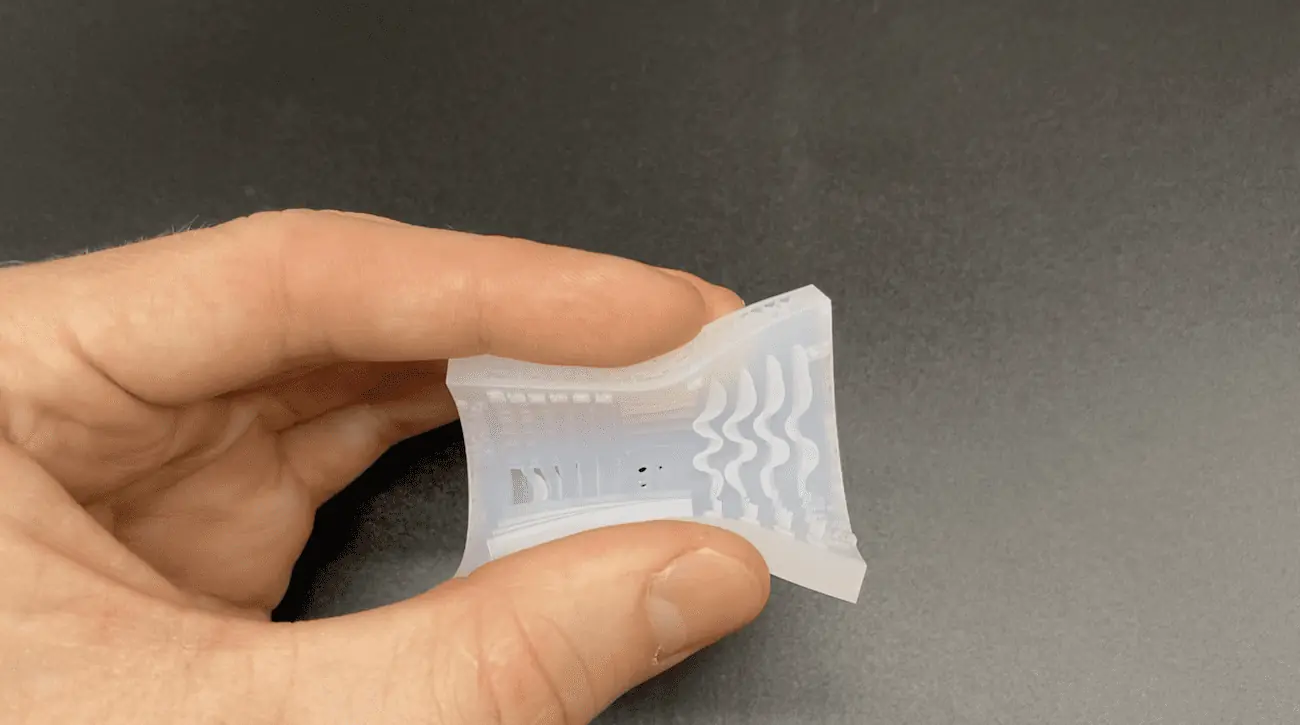
Stampa 3D
Rugosità superficiale nella stampa 3D
Questo articolo vuole dare una definizione del concetto di rugosità nella stampa 3D e spiegare in che modo i trattamenti superficiali consentono di conferire superfici lisce alle parti stampate in 3D. Per fare ciò, vengono fornite misurazioni della rugosità superficiale nei processi di sinterizzazione laser selettiva, HP Multi Jet Fusion, modellazione a deposizione fusa, fusione laser selettiva dei metalli, Carbon DLS e Polyjet.
Featured content
PA11 vs. PA12: Quali sono le differenze?
L’efficienza della prototipazione rapida nella produzione moderna
HP MJF 3D Linee guida di stampa
Infografica: Regole di progettazione per la stampa 3D
Articoli di base sulla stampa 3D
Articoli più recenti sulla stampa 3D
Infografica: processo di stampa 3D e guida alla scelta dei materiali
Fused Deposition Modeling (FDM) 3D Suggerimenti di stampa
Suggerimenti di progettazione per la stampa 3D SLS
Suggerimenti di disegno per la stampa 3D con sinterizzazione laser diretta del metallo
Suggerimenti di progettazione per la stampa 3D Carbon DLS™
Guida alla scelta del materiale per la stampa 3D
Tutti gli articoli sulla stampa 3D
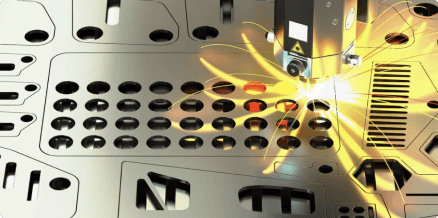
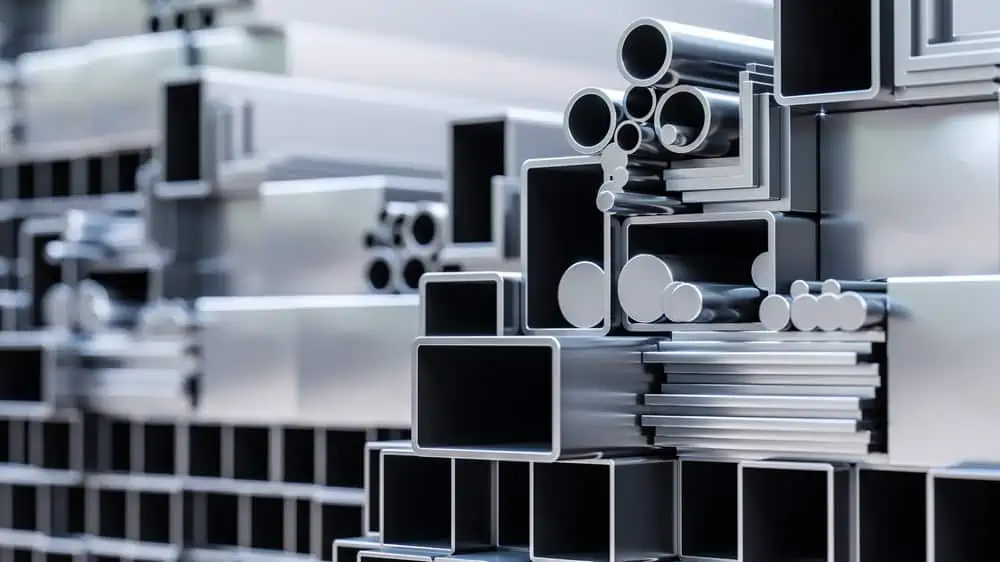
Lavorazione della lamiera
Guida alla Selezione dei Materiali per Lamiere
- Articolo
- Lavorazione della lamiera
- Materiali
Una delle fasi più delicate del processo produttivo delle lamiere è sicuramente la selezione del materiale adeguato. Una scelta precipitosa potrebbe causare gravi perdite in termini di qualità e tempo prezioso. Questa guida nasce con lo scopo di semplificare il processo di selezione dei materiali adatti al taglio delle lamiere.
Featured content
Tabella di riferimento del raggio minimo di piegatura per la lamiera
Che cos’è il taglio laser?
Consigli di progettazione per la piegatura dei fogli di lamiera
Che cos’è il taglio al plasma?
Articoli di base sulla lavorazione lamiera
Articoli più recenti sulla lavorazione lamiera
Finiture per la lamiera: opzioni di placcatura e lucidatura
I file di Nesting per il taglio della lamiera: Suggerimenti & Migliori Pratiche
Tutti gli articoli sulla lamiera
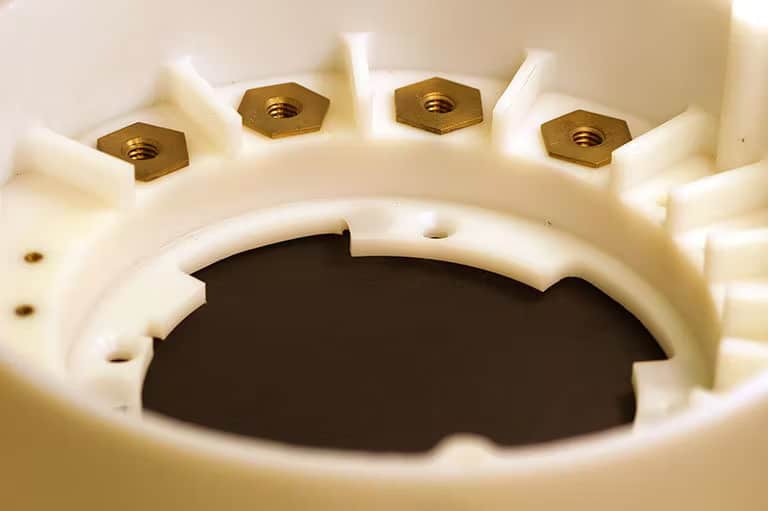
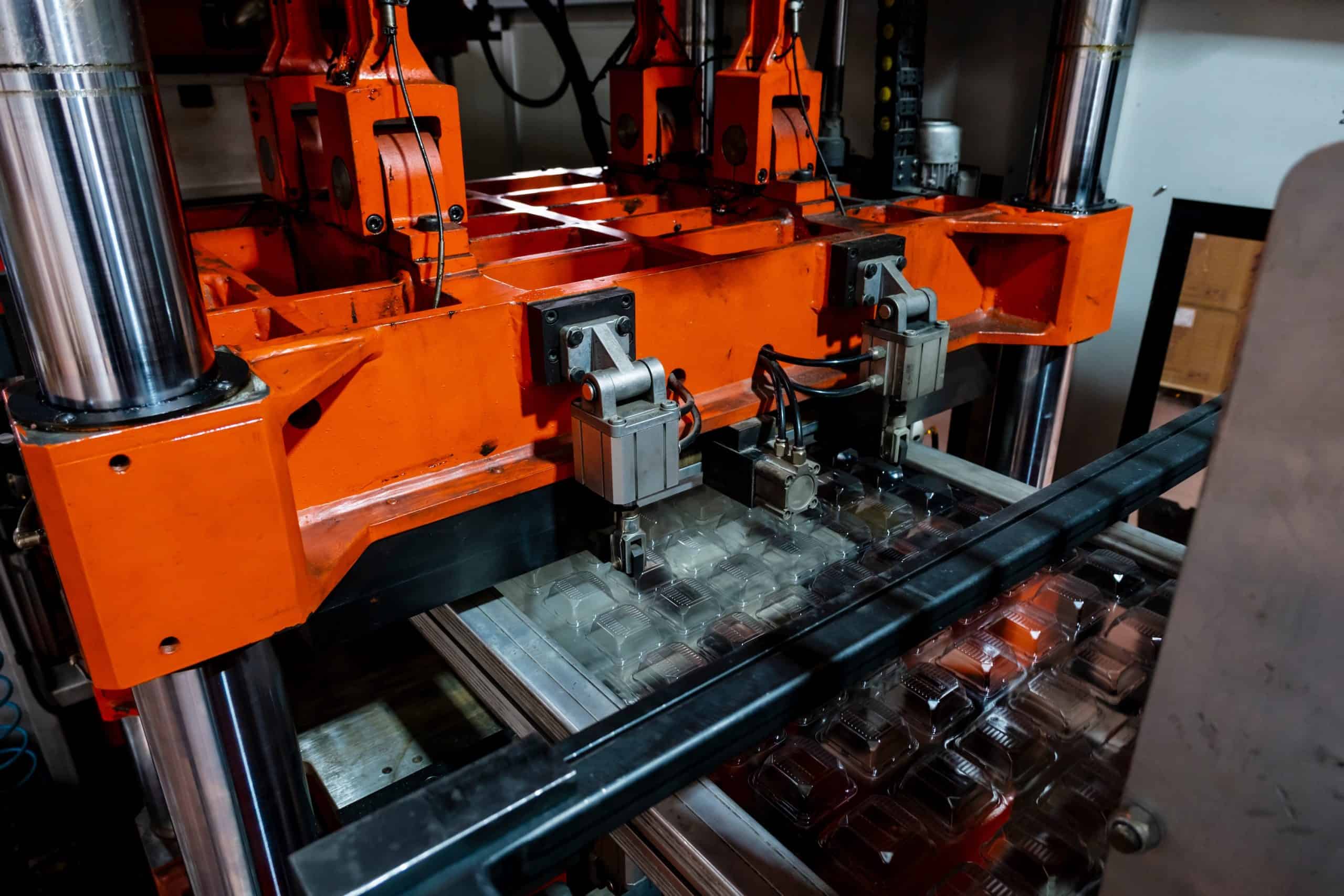
Stampaggio a iniezione
Uniformità di colorazione nella stampa a iniezione plastica
- Articolo
- Stampaggio a iniezione
L’uniformità di colore nella stampa a iniezione di materie plastiche è molto più di una semplice questione estetica; è una parte fondamentale della qualità del prodotto. In questo articolo analizzeremo le complessità dei diversi sistemi di colore utilizzati nello stampaggio a iniezione e l'importanza di specificare il codice delle tonalità di colore.
Featured content
Guida alla scelta dei materiali per lo stampaggio a iniezione
Consigli di progettazione per lo stampaggio a iniezione
Stampaggio a iniezione vs stampa 3D: quale delle due scegliere?
Le tolleranze nello stampaggio a iniezione
Articoli di base sullo stampaggio a iniezione
Articoli più recenti sullo stampaggio a iniezione
Finiture superficiali per lo stampaggio ad iniezione: SPI e VDI
Introduzione allo stampaggio a iniezione
Stampa a iniezione e a compressione: differenze e confronto
Colata sottovuoto e stampaggio a iniezione, qual è la differenza?
Tutti gli articoli sullo stampaggio a iniezione
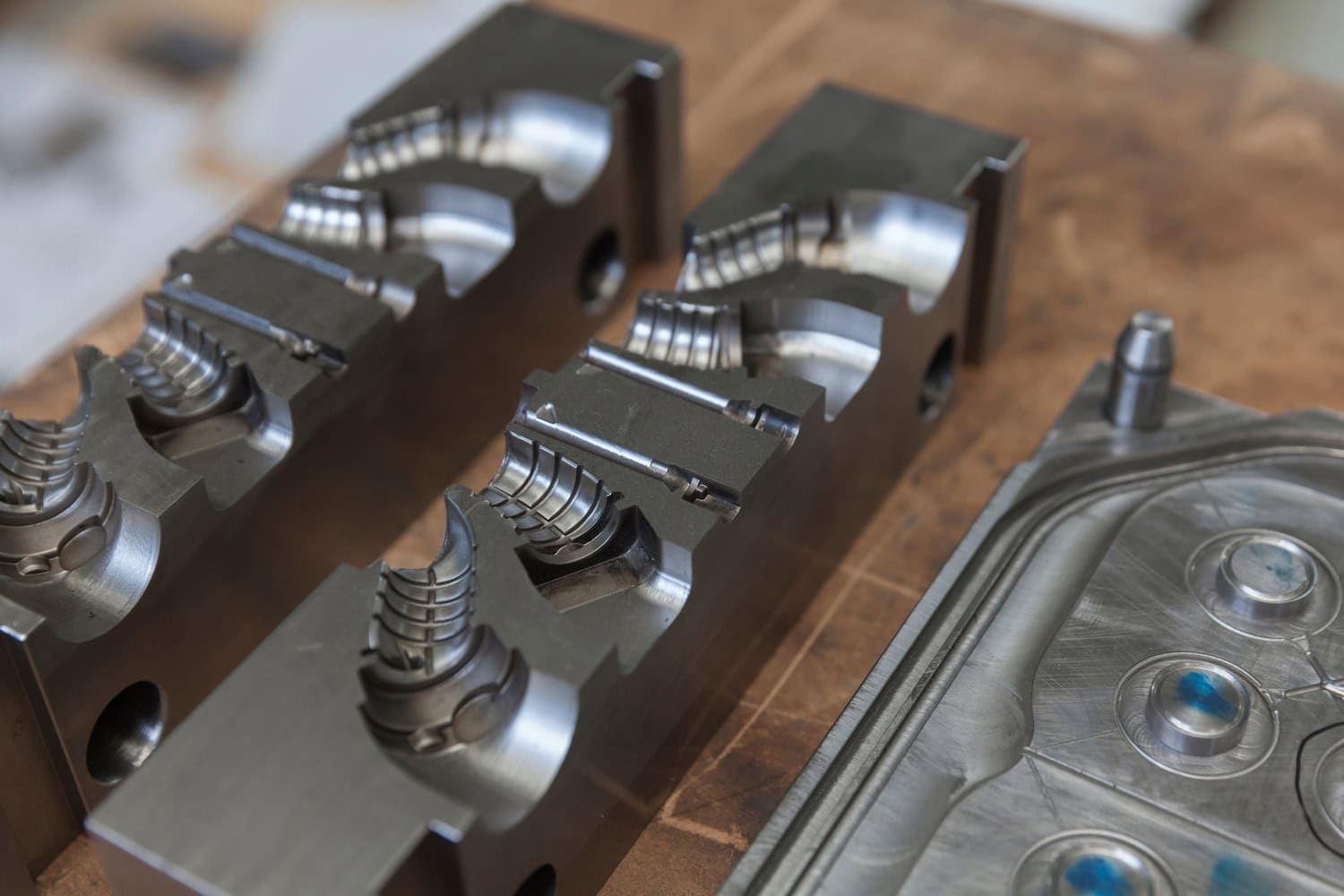
Stampaggio a compressione
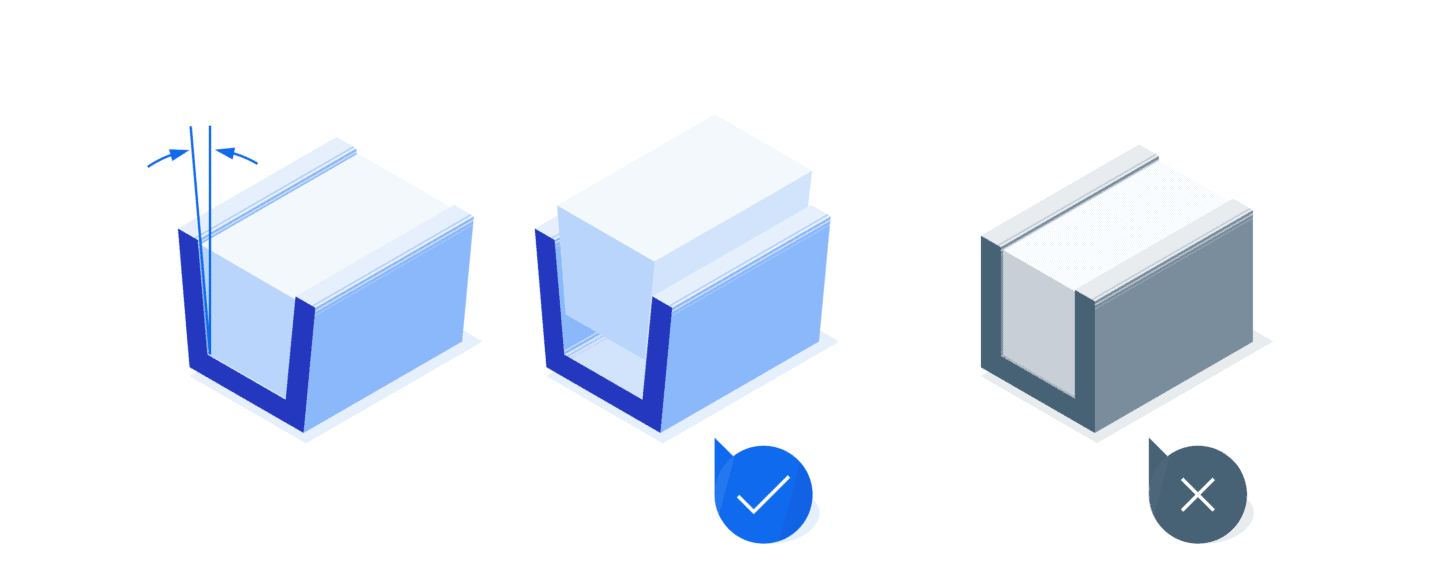
Suggerimenti di progettazione per la stampa a compressione
- Articolo
- Stampaggio a compressione
- Design
In questo articolo approfondiremo considerazioni e strategie chiave per migliorare l'efficienza e la qualità dei processi di stampa a compressione, coprendo i principi di progettazione e scelta dei materiali.
Featured content
Stampa a iniezione e a compressione: differenze e confronto
Stampa a compressione: panoramica della tecnologia
Articoli di base sullo stampaggio a compressione
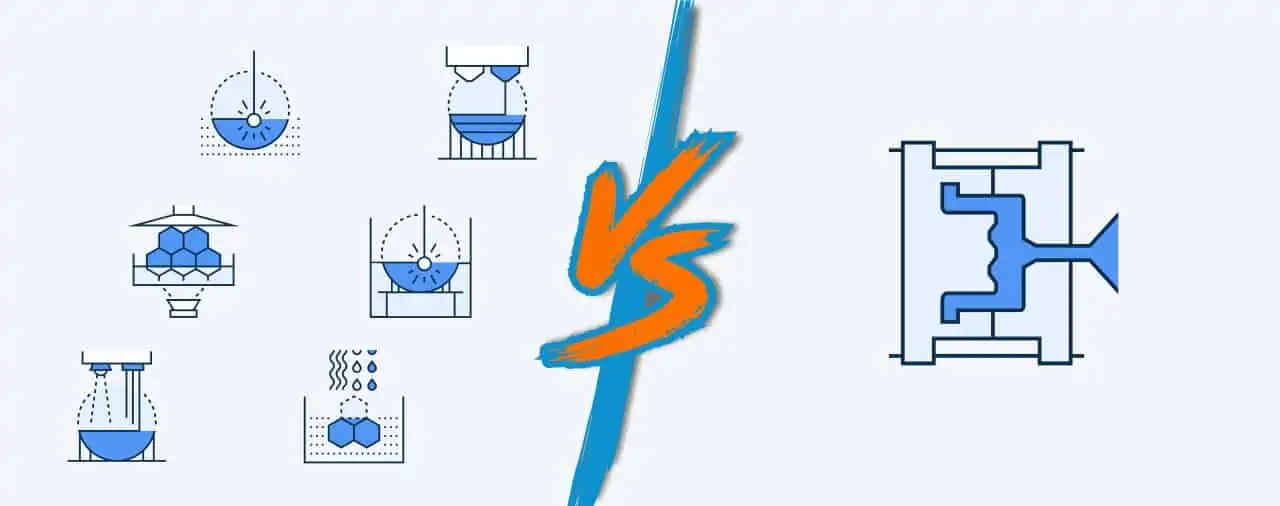
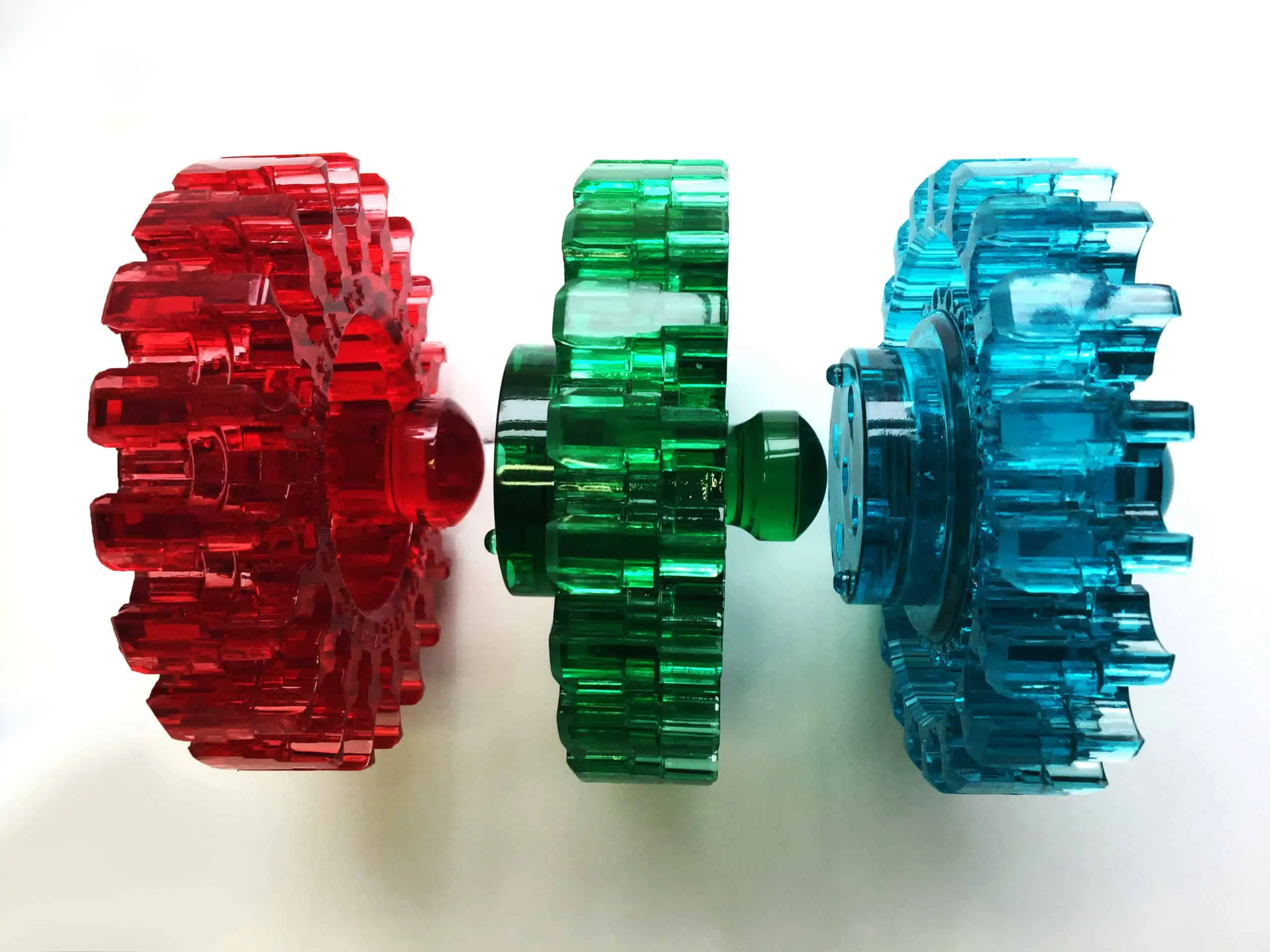
Colata sottovuoto
Colata sottovuoto e stampaggio a iniezione, qual è la differenza?
- Articolo
- Stampaggio a iniezione
- Colata sottovuoto
Questo articolo descriverà i punti in comune e le differenze tra la colata sottovuoto e lo stampaggio a iniezione, in modo da aiutarti a scegliere il processo più adatto al tuo progetto.
Featured content
Consigli di progettazione per la colata sottovuoto
L’efficienza della prototipazione rapida nella produzione moderna
Scelta dei materiali per la colata sottovuoto
Colata sottovuoto: Panoramica della tecnologia
Articoli di base sullo stampaggio a compressione
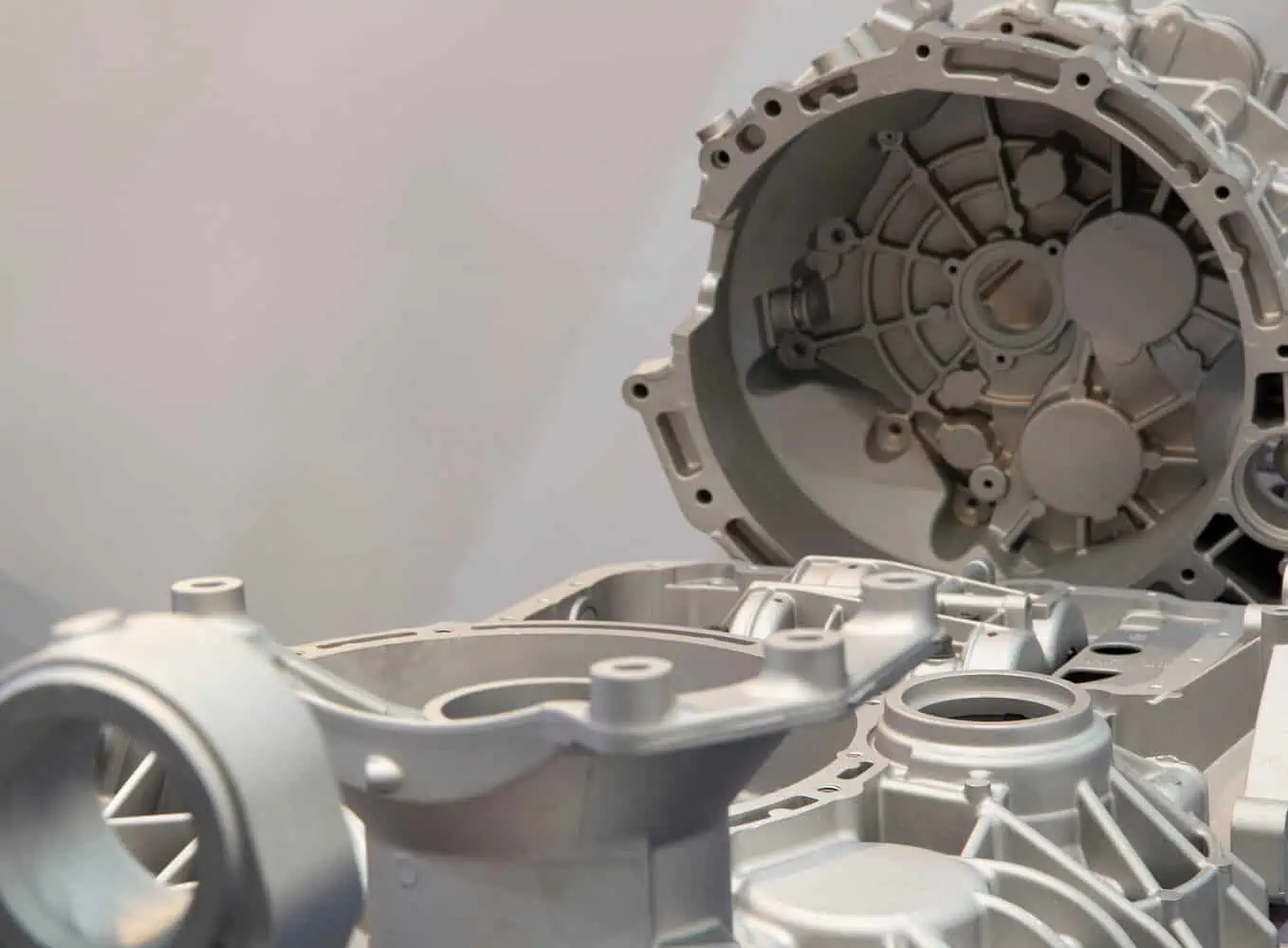
Pressofusione
Materiali per la pressofusione: Guida alla selezione
- Articolo
- Pressofusione
- Materiali
Al fine di ottenere il massimo dal processo di pressofusione, è importante scegliere un materiale di pressofusione adatto. Questa guida fornisce informazioni dettagliate sui materiali più comuni usati da Xometry nella pressofusione e sui rispettivi vantaggi e santaggi.
Featured content
Suggerimenti di progettazione per la pressofusione
La pressofusione, una presentazione generale: Processo, Materiali & Applicazioni
Articoli di base sulla pressofusione
Estrusione plastica
Panoramica sulla tecnologia di estrusione della plastica
- Articolo
- Estrusione plastica
Questo articolo analizzerà gli aspetti complessi del processo di estrusione plastica, dai suoi principi fondamentali alle sue applicazioni più diffuse.
Articoli di base sull'estrusione di plastica
Termoformatura
Panoramica della tecnica di termoformatura
Questo articolo fornirà alcuni spunti sulla termoformatura plastica, approfondendo gli aspetti tecnici del processo e comprendendone i pro e i contro e le sue applicazioni in tutti i settori.
Post-produzione
Levigatura a vapore: un efficace processo di finitura superficiale nella stampa 3D
- Articolo
- Stampa 3D
- Post-produzione
Con la sua capacità di trasformare superfici ruvide e stratificate in finiture eleganti di livello professionale, la levigatura a vapore si distingue come una tecnica di post-elaborazione rivoluzionaria nel campo della stampa 3D. Questo articolo approfondirà le sue peculiarità, i vantaggi e le applicazioni.
Featured content
Finiture superficiali per la stampa 3D
Finiture superficiali per la lavorazione CNC
Tutto ciò che è necessario sapere sull’anodizzazione nera
Presentazione delle opzioni di colorazione per la stampa 3D
Articoli più recenti sulla post-lavorazione
Rivestimento a polvere vs. Anodizzazione sull’alluminio
Finiture superficiali per lo stampaggio ad iniezione: SPI e VDI
Alluminio anodizzato: un’opzione efficace di finitura
Finiture per la lamiera: opzioni di placcatura e lucidatura
Tutti gli articoli sulla post-elaborazione
Design
Consigli di progettazione per la lavorazione CNC
- Articolo
- Lavorazione CNC
- Design
Per produrre un lavoro di qualità, il processo di progettazione della lavorazione CNC richiede accuratezza e precisione. Questo è il motivo per cui esistono una serie di regole pratiche che si applicano alle caratteristiche più comuni delle parti lavorate a CNC.
Featured content
Suggerimenti di progettazione per la stampa a compressione
Consigli di progettazione per la colata sottovuoto
HP MJF 3D Linee guida di stampa
Infografica: Regole di progettazione per la stampa 3D
Articoli di base sulla progettazione
Articoli più recenti sulla progettazione
Fused Deposition Modeling (FDM) 3D Suggerimenti di stampa
Suggerimenti di progettazione per la stampa 3D SLS
Suggerimenti di disegno per la stampa 3D con sinterizzazione laser diretta del metallo
Suggerimenti di progettazione per la stampa 3D Carbon DLS™
Consigli per la progettazione della stampa 3D Polyjet
Suggerimenti per la progettazione della stampa 3D SLA
Tutti gli articoli sulla progettazione
Materiali
PA11 vs. PA12: Quali sono le differenze?
- Articolo
- Stampa 3D
- Materiali
Questo articolo ha l’obiettivo di esaminare le differenze tra PA 11 e PA 12. Nonostante la loro somiglianza chimica, questi due polimeri tendono a generare risultati e parti ad uso finale diverse.
Featured content
Guida alla scelta del materiale per la stampa 3D
Guida alla scelta dei materiali per la lavorazione CNC
Materiali per la pressofusione: Guida alla selezione
Guida alla scelta dei materiali per lo stampaggio a iniezione
Articoli di base sui materiali
Articoli sui materiali più recenti
Guida alla Selezione dei Materiali per Lamiere
Scelta dei materiali per la colata sottovuoto
Tabella di confronto per gli standard di designazione dell’acciaio
I migliori materiali flessibili nella stampa 3D
Come ottenere parti più resistenti stampate in 3D
17 opzioni resistenti alla corrosione per le vostre parti: metalli e post-lavorazione
Tutti gli articoli sui materiali
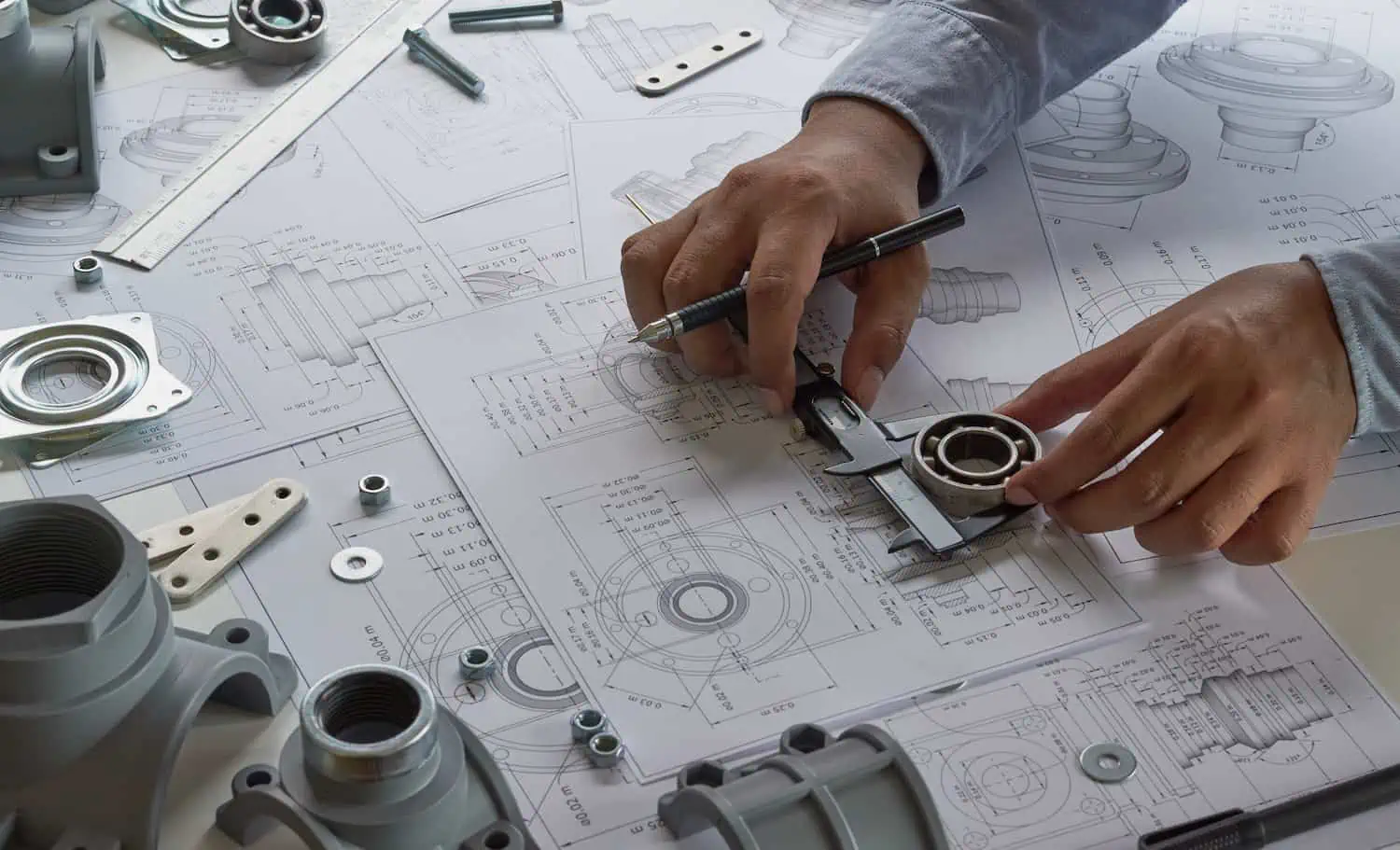
Consigli di produzione
Come la progettazione per la produzione (DFM) migliora la prototipazione
- Articolo
- Consigli di produzione
Questo articolo presenta le nozioni di base della DFM e ne illustra l'applicazione nella prototipazione moderna. Scoprirai inoltre come integrarla in modo efficace, sfruttarla al meglio e garantire che il tuo workflow di prototipazione sia innovativo e funzionale.
Featured content
L’efficienza della prototipazione rapida nella produzione moderna
Produzione su richiesta: Cos’è e come funziona
Cloud Manufacturing: Passato, Presente, e Futuro – una revisione accademica
Analisi del più grande Early Adopter nel mercato del Cloud Manufacturing: Xometry
 Europe
Europe  Türkiye
Türkiye  United Kingdom
United Kingdom  Global
Global 




 0
0