 Europe
Europe  Türkiye
Türkiye  United Kingdom
United Kingdom  Global
Global 


 0
0
La technologie Polyjet est une méthode d’impression 3D basée sur l’utilisation de photopolymères liquides que l’on fait polymériser une couche après l’autre afin d’obtenir une pièce rigide. Hautement précise et capable de réaliser des impressions multicolores ou comportant plusieurs matériaux, la technologie d’impression 3D Polyjet demande néanmoins de prêter attention à certains détails au cours des premières phases de conception, ceci afin de pouvoir profiter pleinement de tout son potentiel.
Volume, parois et taille des éléments d’architecture
Les tailles suivantes sont recommandées par Xometry Europe pour concevoir un ouvrage en impression 3D Polyjet.
- Épaisseur de paroi minimale : bien que la technologie Polyjet soit capable d’imprimer des parois relativement fines, nous recommandons une épaisseur de paroi minimale de 1 mm, et ce quel que soit le matériau utilisé, le type de support ou la charge attendue. Cette épaisseur minimale permet de s’assurer non seulement que la paroi puisse être imprimée correctement, mais qu’elle puisse également endurer le retrait des structures de maintien éventuelles, les finitions, l’emballage et l’expédition.
- Taille d’ouvrage : les partenaires de Xometry sont capables d’imprimer des pièces pouvant aller jusqu’à 490 mm x 391 mm x 200 mm en utilisant la technologie Polyjet. Pour des ouvrages plus volumineux, il est possible de les scinder en plusieurs parties de taille plus modeste, et qui pourront être imprimées séparément avant d’être assemblées.
- Taille minimale des éléments d’architecture : d’un autre côté, nos impressions 3D Polyjet peuvent réaliser des éléments d’architecture dont la taille peut descendre jusqu’à 1,2 mm (quelle que soit la direction considérée) pour les matériaux rigides, et 2 mm pour des matériaux plus flexibles ou caoutchouteux.
Tolérances
L’impression 3D Polyjet est l’une de celles qui bénéficient de la meilleure précision possible : l’épaisseur des couches déposées avoisine les 0,004 mm, ce qui est bien plus fin qu’une feuille de papier et permet de satisfaire à des tolérances de ±0,1 mm pour les premières dizaines de millimètres, et de ±0,05 mm pour les suivantes.
Éléments emboîtés
La technologie Polyjet est capable d’imprimer en 3D des assemblages totalement fonctionnels de pièces mouvantes appareillées. Afin d’empêcher de telles pièces de fusionner entre elles au cours de l’impression, nous recommandons de laisser un espacement minimum de 0,5 mm.
Assemblages
Les assemblages complexes ou volumineux sont généralement imprimés séparément et assemblés une fois l’impression achevée. Les parties qui sont appelées à être en contact doivent comporter une tolérance minimale de 0,6 mm afin de pouvoir accommoder les frottements (ce que les logiciels de CAO ne prennent habituellement pas en compte, les modèles générés étant des assemblages parfaitement appareillés). L’espacement permet de laisser suffisamment de place pour la colle, dans le cas des pièces devant être collées l’une avec l’autre. Nous recommandons également d’ajouter des bosses et des encoches sur les emboîtements de surfaces planes afin d’accroître l’intégrité de la jointure.
Structures de maintien
Les structures de maintien sont nécessaires quand il s’agit d’imprimer des éléments flottant ou des géométries avec des parties en surplomb. Contrairement à d’autres technologies, les impressions Polyjet ne peuvent pas se supporter elles-mêmes, donc la présence d’éléments surplombants rendra l’utilisation des structures de maintien obligatoire. La technologie Polyjet permet d’imprimer des structures de maintien dans un matériau spécialement formulé et soluble dans l’eau, leur retrait devient alors une simple formalité puisqu’il suffit de rincer les pièces à l’eau. Cependant, il faudra veiller à n’utiliser les structures de maintien qu’en cas d’absolue nécessité, le matériau spécial utilisé pouvant contribuer de façon substantielle au coût du produit fini.
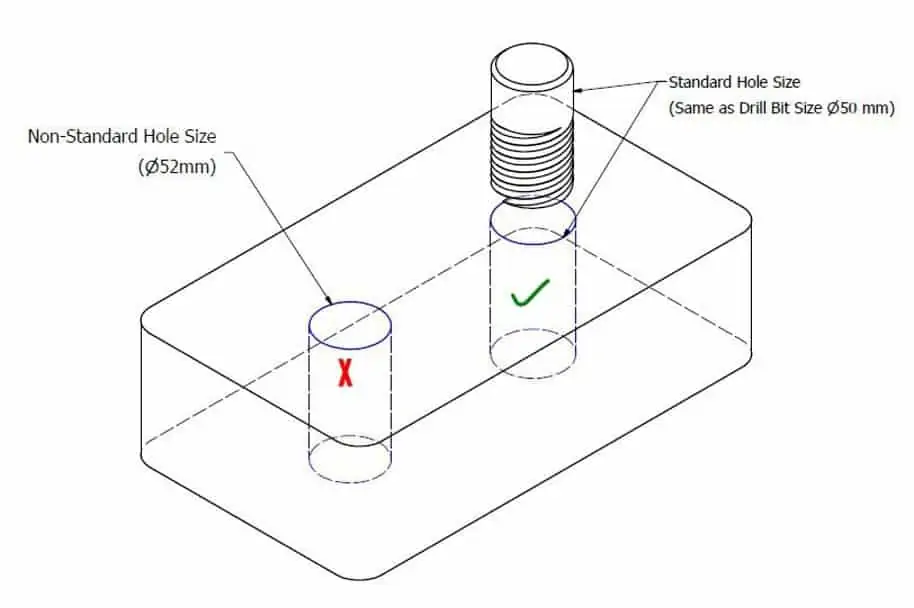
Trous et chevilles
Bien que l’impression 3D Polyjet soit capable d’imprimer des trous, nous recommandons de procéder au perçage des trous après l’impression, et donc de concevoir des trous correspondant aux diamètres de perçage usuels. Si l’impression des trous ne peut être évitée, il est recommandé alors d’utiliser un diamètre minimum de 0,5 mm. Ce même diamètre est également recommandé pour les chevilles non fonctionnelles. Dans le cas des chevilles fonctionnelles, on utilisera plutôt un diamètre minimum de 2 mm. Il est également possible d’utiliser des chevilles normalisées, trouvées dans le commerce.
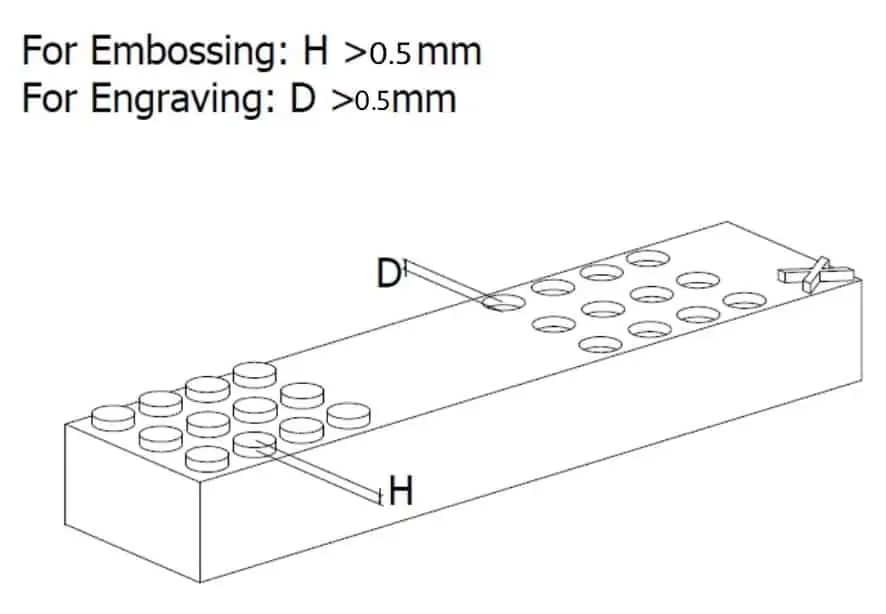
Embossages et gravures
Pour les éléments gravés, on recommandera à la fois une profondeur et une épaisseur de 0,5 mm minimum. Pour les embossages, en revanche, on recommandera plutôt une épaisseur minimale de 0,8 mm pour une hauteur minimale 0,5 mm.
Conversion du fichier CAO vers le fichier d’impression 3D
La conception dans le cadre de l’impression 3D ne s’arrête pas à la préparation du modèle CAO en trois dimensions, encore faut-il assurer la conversion de ce modèle vers un format approprié pour l’impression. Le format STL est le plus communément répandu pour l’impression 3D, cependant il se limite aux données géométriques. Or la technologie Polyjet est capable d’imprimer non seulement en plusieurs coloris, mais aussi en plusieurs matériaux. Pour pouvoir profiter de cet avantage, il vaudra mieux s’orienter vers des formats de type OBJ ou 3MF : en plus des données géométriques, ces derniers comportent également des données sur la couleur, la texture et les matériaux utilisés. Vous pouvez en apprendre davantage sur les différents formats de fichier pour l’impression 3D et leurs caractéristiques.
Conclusion
Chez Xometry Europe, nous offrons des services d’impression 3D Polyjet fiables, rapides et de haute précision. Grâce à notre plateforme de devis instantané et notre réseau de plus de 2000 ateliers de production, nous vous assurons un processus de fabrication sans accrocs, depuis l’établissement du devis jusqu’à la livraison de vos pièces, sur le pas de votre porte !


 Télécharger
Télécharger



