 Europe
Europe  Türkiye
Türkiye  United Kingdom
United Kingdom  Global
Global 


 0
0These fillets and chamfers are aesthetically pleasing and add up value to the design. But they also increase the machine time and the cost of CNC machining projects significantly.
The primary questions to be considered before adding a fillet or chamfer to the design are:
- What is the main function of the fillet or chamfer?
- Is this fillet or chamfer really necessary for the part to function?
- How cost-effective is it to add this feature for the quantity I’m producing?
- How can the tolerance be checked?
For a better understanding of why these design and cost considerations are important, let’s walk through some examples.
Why Fillets and Chamfers Increase Machining Costs
Setting Up the Tools is Time-consuming and Expensive
Initially, let’s compare how fillets and chamfers are done with the CNC machining process. Chamfers are usually made with a tool that is ground to the correct angle, such as a countersink, chamfer tool or a spot drill.
A chamfer tool is used to make exterior ones, while a spot drill or countersink tool is used to make interior chamfers.

Fillets are created with an end mill that machines the part profile. If the fillet is along a part edge, a corner rounding end mill is likely to be employed.
However, setting up these tools can be quite time-consuming and expensive. The cutter must blend the radius into the part’s top and side faces so that there are no errors and no steps remaining.
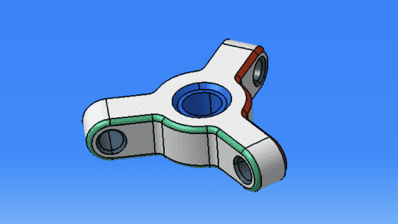
In order to achieve this, the fillets along part edges (like the green fillet in Figure 1) are typically made with a ball-nose end mill. To achieve a high-quality fillet, the cutter is programmed to closely follow the part edge and make very small step-overs.
But this makes the process expensive. Including more fillets and chamfers with high precision and quality increases the machining time significantly. In a machining environment, time is money. Hence, prior to adding an extra fillet or chamfer, consider if it is required for the part’s function and worth the extra costs.

Fillets and Chamfers Are Not Well-suited for Low Production Volume
Production volume is another major factor that increases costs. Machining cost is inversely proportional to the parts produced and hence, low parts production means higher costs and vice versa.
Moreover, adding fillets and chamfers above that low quantity increases the overall cost (see the table with cost comparison below). A large production run might be using a casting or forging process. In this case, the fillet would not only be cost-effective comparatively but also necessary.
How to Reduce Machining Costs With Fillets and Chamfers
On evaluating those factors and deciding to add a fillet or chamfer, the next step is to consider how to machine the part at a low expense.
Design Chamfers With the Right Tolerances
In Figure 2 below, the blue hole on the top of this part is a M18 X 2 tapped hole with a 0.635mm chamfer. This chamfer is necessary because it enables the fastener to start more easily into the hole.
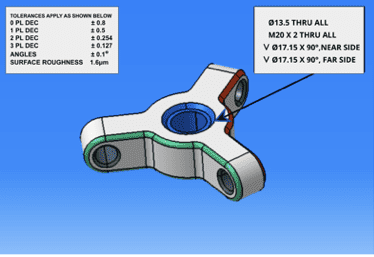
When designing a chamfer like the one above, tolerances shouldn’t be ignored. The tighter the tolerance, the costlier the part.
In the example shown in Figure 2, the chamfer diameter is noted to three decimal places, which means that the diameter of the chamfer can only deviate ± 0.127mm the nominal size.
A tighter tolerance would in turn increase the costs as it needs to be checked more frequently and technically a chamfer gauge would be needed for a three decimal place accuracy. Naturally, with more scrutiny and tougher measurement, the parts get more expensive.
Instead, if the chamfer is changed to two decimal places for accuracy, the allowable deviation would be doubled to ± 0.254mm the nominal size. This would allow you to check less frequently and use a vernier calliper instead of a chamfer gauge. If this small adjustment can be acceptable by the design, the costs can also be reduced.
Remove Chamfers When Possible
Removing chamfers from the hole callout can also be considered to make things less expensive and simpler (see the table below).
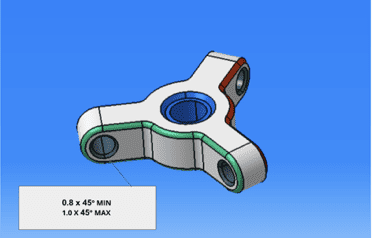
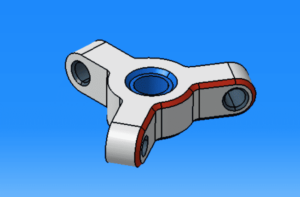
For example, in Figure 3, the prime function of the chamfers in the side grey holes is to facilitate the easier assembly of the pin into each hole. If the exact size isn’t critical, you could leave the chamfer feature off the solid model and add a note to the drawing stating to “remove all sharp edges.” Alternatively, it could be called out with a minimum and maximum feature size and generous tolerance as shown in Figure 3.
Use Chamfers Instead of Fillets When Possible
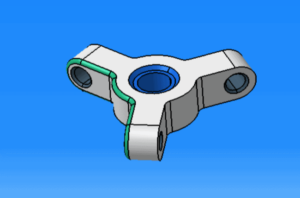
If the design allows for swapping of chamfers for fillet, it is ideal for making the part cheaper. For example, chamfers along the part edges, like the red chamfer, are much easier and more affordable than fillets.
It takes more time to set up a fillet radius tool than a chamfer tool as the tool designer has to take care that it blends with the surfaces that are joined by a fillet. In order to achieve the intended accuracy and precision, the ball nose end mill needs to pass multiple times along the fillet region.
Since a chamfer tool needs less time to set up and operate, it reduces the cost compared to a fillet.
If a fillet is necessary and chamfer isn’t an option, try making a standard size if you are able to use a radius milling cutter. Standard radius cutters start at 1.6mm and increase by 0.8mm. Machining a fillet with this tool is always faster than using a ball-nose end mill.
The below table explains the cost variations according to the features, comparing CNC machining costs for 1, 10 and 100 parts.
| 3D model | Cost per 1 part | Cost per 10 parts | Cost per 100 parts |
 With both fillets and chamfers |
€449.81 | €146.93 | €58.96 |
 With fillets only |
€436.60 (-3%)* | €143.84 (-2%)* | €57.92 (-2%)* |
 With chamfers only |
€436.15 (-3%)* | €143.72 (-2%)* | €56.98 (-3%)* |
 Without any features |
€400.13 (-11%)* | €133.99 (-9%)* | €54.86 (-7%)* |
*Compared to the price with fillets and chamfers
Use Online Resources to Improve Manufacturability
Understanding and estimating how the design decisions, such as adding fillets and chamfers, affect machining time and costs takes some practice and experience.
But with a plethora of design tips for CNC machining available online, you can gain a head start on improving your design and skill.


 Download
Download



